Fully supports arc, laser, plasma, laser arc composite and other heat sources; supports fuse, powder feeding or wire powder feeding;
Fully supports all kinds of common DED hardware system actuators, including: three-axis/five-axis CNC, industrial robots and external axis expansion.
Supports CNC systems such as Siemens, Huazhong, Guangshu, and supports robot brands such as ABB; Fanuc; KUKA; JAKA;
Can expand high-level additive function modules, including: external axis linkage additive, multi-tool collaborative additive, multi-material composite additive;
Supports interlayer processing tool control such as laser cleaning, gun cleaning and wire cutting.
Supports common slicing and filling path methods, as well as proprietary axis reciprocating, single-path and spiral paths, which are more suitable for complex shapes (such as variable wall thickness, special-shaped contours, thin-walled parts, gyroscopes, etc.);
Parametric fast programming, through parameterized configuration of slicing, filling, process library, path, tool parameters, etc. suitable for DED process, the software automatically completes the generation of additive program, and directly controls the tool end such as robot or machine tool to complete the additive operation, without the need to output code to copy to the robot end or cumbersome manual programming process.
Preset additive process library that can be developed again, which can realize the configuration, storage, and call of additive parameters, and assist process development and certification;
Generate additive report after the addition is completed, which is used for the production process inspection of additive products.
Combined with various DED additive process characteristics, the additive program is intelligently optimized for the entire workpiece and special feature positions (such as overlap, corners, thin walls, variable wall thickness, etc.), including path optimization, arc start and end optimization, speed optimization, etc., to reduce the occurrence of printing defects.
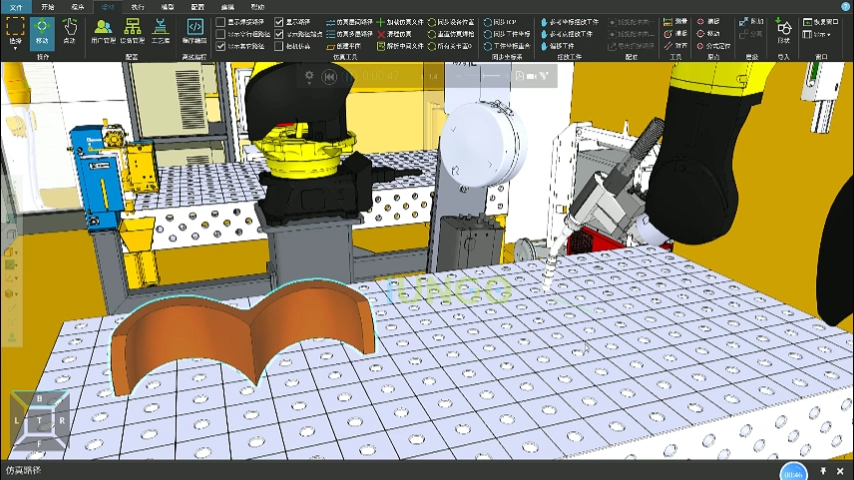
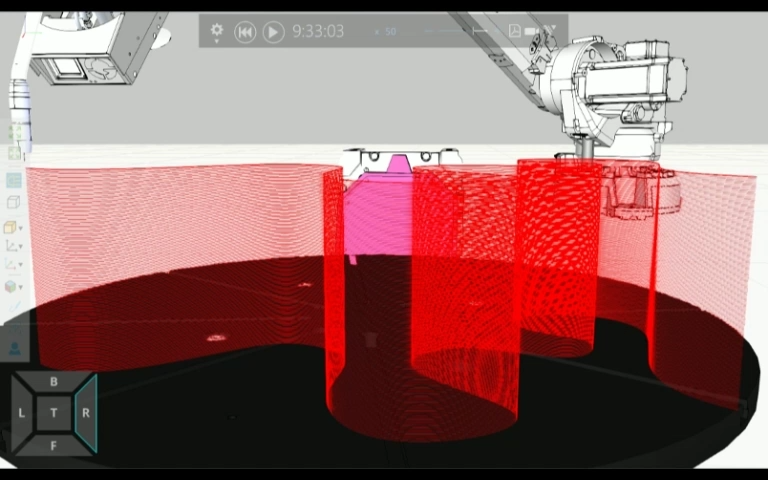
Through highly restored layout simulation and dynamic path simulation, 360° dynamic speed change viewing can be performed, accessibility, joint restrictions, singular points and collision risks can be verified in advance, and the additive path can be verified offline with a simulation contour accuracy of up to 0.25mm.
Using a unique dynamic path planning algorithm, combined with interlayer temperature control and melt pool monitoring and analysis technologies, the automated additive process development process is realized, greatly shortening the process design and programming development cycle. (It needs to be used with IungoQMC software and hardware modules such as machine vision, process parameters, and environmental parameter perception).