Пълно поддържане на дъгата, лазера, плазмата, лазерно-дъговия композит и други източници на топлина; поддържа съединяване, подаване на прах или подаване на жица и прах;
Пълно поддържане на всички видове обичайни изпълнителни механизми за DED хардуерни системи, включително: триосна/петосна CNC, индустриални роботи и разширяемост чрез външна ос.
Поддържа CNC системи като Siemens, Huazhong, Guangshu и поддържа марки роботи като ABB; Fanuc; KUKA; JAKA;
Може да разширява модули за високоразвита функционалност при добавянето, включително: добавяне чрез свързани външни оси, съвместно добавяне с няколко инструмента, добавяне с композит от различни материали;
Поддържа управление на инструменти за обработка между слоевете, например почистване с лазер, почистване с пистолет и рязане с жица.
Поддържа обичайните методи за нарязване и запълване по пътеките, както и собствени методи за движение напред-назад по оста, единичен път и спираловидни пътеки, които са по-подходящи за сложни форми (като променлива дебелина на стената, нестандартни контури, тънкостенни детайли, жироскопи и др.);
Параметрично бързо програмиране чрез параметризирана конфигурация на рязане, запълване, библиотека от процеси, пътека, параметри на инструмента и др., подходящо за DED процес, софтуерът автоматично завършва генерирането на адитивна програма и директно управлява крайния инструмент като робот или машинно оборудване, за да изпълни адитивната операция, без необходимостта да се извежда код, който да се копира в роботизираното оборудване или сложния процес на ръчно програмиране.
Предварително зададена адитивна библиотека от процеси, която може да бъде разработена повторно, позволяваща конфигурирането, съхранението и извикването на адитивни параметри и подпомагаща разработката и сертифицирането на процесите;
Генериране на адитивен отчет след приключване на добавянето, който се използва за проверка на производствения процес на адитивните продукти.
В комбинация с различни характеристики на адитивния процес DED, адитивната програма е интелигентно оптимизирана за цялата детайл и позициите на специални особености (като припокриване, ъгли, тънки стени, променлива дебелина на стените и др.), включително оптимизация на пътя, оптимизация на началото и края на дъгата, оптимизация на скоростта и др., за да се намали възникването на дефекти при печатането.
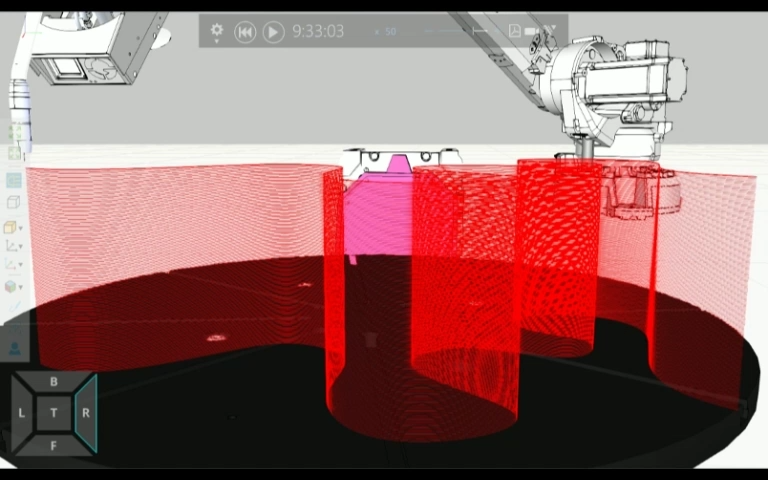
Чрез високо реалистично моделиране на компоновката и динамичното моделиране на пътя, може да се извърши 360° динамично преглеждане при промяна на скоростта, достъпността, ограниченията на ставите, сингулярните точки и риска от сблъсъци могат да бъдат проверени предварително, а адитивният път може да бъде верифициран извън линия с точност на симулационния контур до 0.25 мм.
Чрез използване на уникален динамичен алгоритъм за планиране на пътя, комбиниран с технологии за контрол и анализ на температурата между слоевете и на разтопената вана, се реализира автоматизираният процес на развитие на адитивни технологии, което значително съкращава цикъла на проектиране и програмиране на процесите. (Трябва да се използва заедно със софтуерни и хардуерни модули като IungoQMC, машинно виждане, параметри на процеса и възприемане на параметри на околната среда).