Pełnie obsługuje spawanie łukowe, laserowe, plazmowe, hybrydowe laserowo-łukowe oraz inne źródła ciepła; obsługuje stapianie proszku, podawanie drutu lub podawanie drutu i proszku;
Pełnie obsługuje wszystkie popularne układy wykonawcze systemów DED, w tym: CNC 3-osiowe/5-osiowe, roboty przemysłowe i rozbudowę osi zewnętrznych.
Obsługuje systemy CNC takie jak Siemens, Huazhong, Guangshu oraz marki robotów takie jak ABB; Fanuc; KUKA; JAKA;
Możliwość rozbudowy zaawansowanych modułów funkcjonalnych, w tym: napawania synchronicznego z osiami zewnętrznymi, napawania wielogłowicowego, napawania wieloma materiałami;
Obsługuje sterowanie narzędziami do obróbki międzywarstwowej, takimi jak czyszczenie laserowe, czyszczenie dyszy i cięcie drutem.
Obsługuje typowe metody generowania ścieżek wypełnienia i przekrojów oraz własne ścieżki oscylacyjne, jednoprzebiegowe i spiralne, które lepiej nadają się do kształtów złożonych (takich jak zmienne grubości ścianek, specjalne kontury, elementy cienkościenne, żyroskopy itp.).
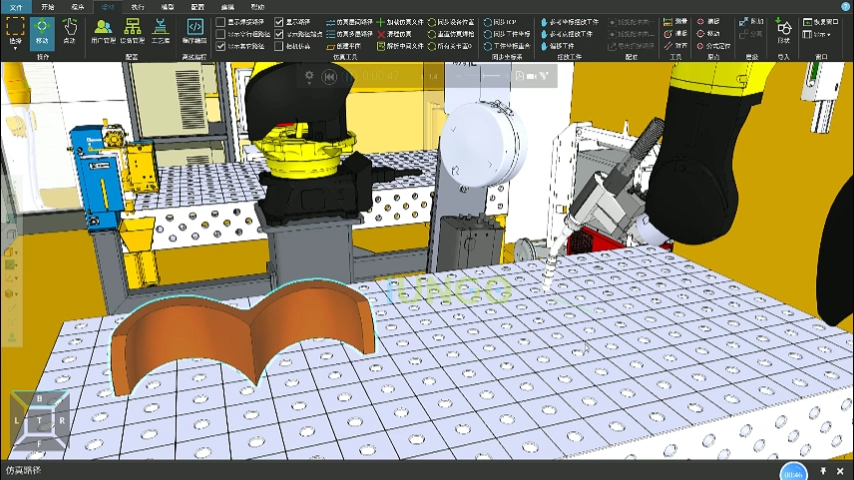
Szybkie programowanie parametryczne poprzez parametryczną konfigurację takich elementów jak wycinanie, wypełnianie, biblioteka procesów, ścieżka, parametry narzędzia itp., odpowiednie dla procesu DED, oprogramowanie automatycznie generuje program addytywny i bezpośrednio steruje końcówką robota lub maszyny do wykonania operacji addytywnych, bez konieczności przekazywania kodu na stronę robota lub żmudnego procesu programowania ręcznego.
Presetowa biblioteka procesów addytywnych możliwa do ponownego rozwinięcia, umożliwiająca realizację konfiguracji, przechowywania oraz wywoływania parametrów addytywnych, wspomagająca rozwój i certyfikację procesów;
Generowanie raportu addytywnego po zakończeniu dodawania, używanego do kontroli procesu produkcyjnego produktów addytywnych.
W połączeniu z różnymi charakterystykami procesu DED, program do dodawania materiału jest inteligentnie optymalizowany dla całego przedmiotu oraz specjalnych miejsc (takich jak nakładanie się, narożniki, cienkie ścianki, zmienne grubości ścianek itp.), w tym optymalizacja ścieżki, optymalizacja zapalania i gaszenia łuku, optymalizacja prędkości itp., co zmniejsza występowanie defektów druku.
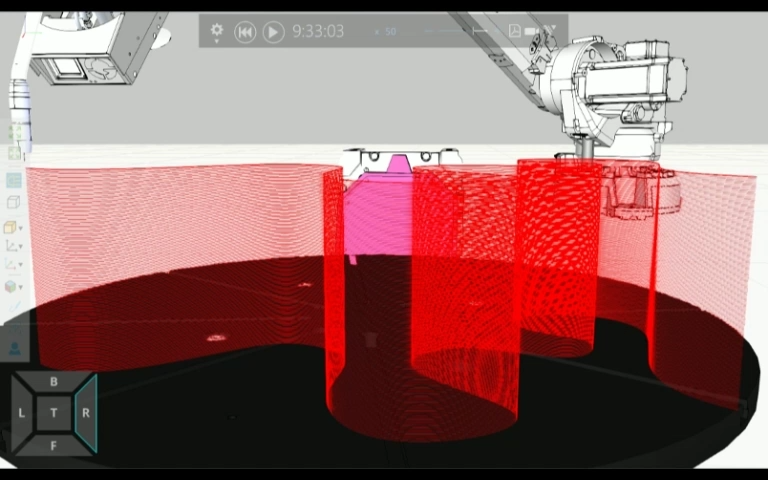
Dzięki bardzo wiernemu symulowaniu układu i dynamicznej ścieżce symulacji możliwe jest przeprowadzenie 360° dynamicznego przeglądania zmian prędkości, wstępna weryfikacja dostępności, ograniczeń stawów, punktów osobliwych i ryzyka kolizji oraz weryfikacja offline ścieżki dodawania z dokładnością konturu do 0,25 mm.
Dzięki zastosowaniu unikalnego dynamicznego algorytmu planowania ścieżki oraz połączeniu technologii kontroli temperatury międzywarstwowej i monitoringu oraz analizy łaźni ciekłej, osiąga się realizację procesu automatycznego rozwoju addytywnego, znacznie skracając cykl projektowania i programowania procesów. (Wymaga użycia oprogramowania IungoQMC oraz modułów sprzętowych takich jak wizja maszynowa, percepcja parametrów procesu i parametrów środowiskowych).