Unterstützt vollständig Lichtbogen-, Laser-, Plasma- und Laser-Lichtbogen-Verbundschweißen sowie andere Wärmequellen; unterstützt Schmelzen, Pulverzufuhr oder Draht-Pulver-Zufuhr;
Unterstützt vollständig alle gängigen DED-Hardware-Systemaktuatoren, einschließlich: dreiachsige/fünfachsige CNC-Maschinen, Industrieroboter und externe Achserweiterungen.
Unterstützt CNC-Systeme wie Siemens, Huazhong, Guangshu, und Robotermarken wie ABB; Fanuc; KUKA; JAKA;
Kann Hochleistungs-Additivmodulen erweitern, einschließlich: additive Fertigung mit externer Achsenkoppelung, mehrwerkzeugbasierter additiver Fertigung, mehrmaterialbasierter Verbundadditivfertigung;
Unterstützt die Steuerung von Zwischenlagen-Bearbeitungswerkzeugen wie Lasersäuberung, Düsenreinigung und Drahtschneiden.
Unterstützt gängige Schneid- und Füllpfadmethoden sowie eigene achsparallele Hin-und-Her-Bahnen, Einzelbahnen und spiralförmige Bahnen, die besser für komplexe Formen geeignet sind (wie variable Wandstärken, spezielle Konturen, dünnwandige Bauteile, Gyroskope usw.);
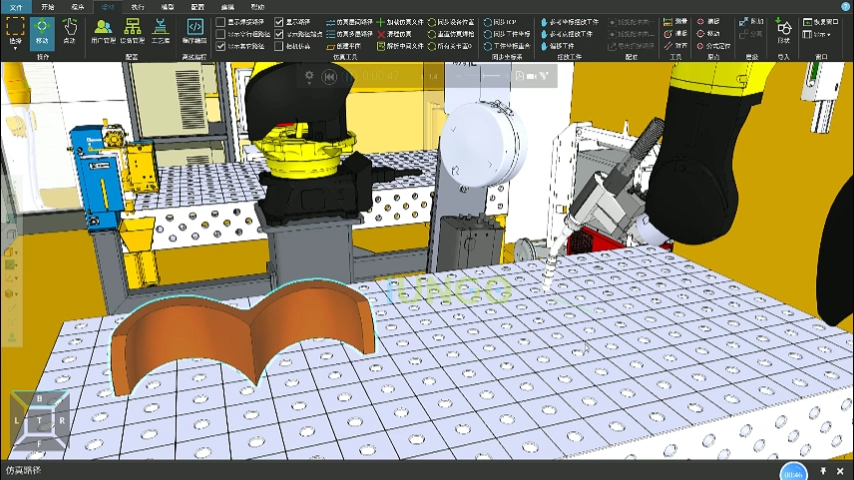
Parametrisches schnelles Programmieren durch parametrisierte Konfiguration von Schnittstellen, Füllung, Prozessbibliothek, Pfad, Werkzeugparametern usw. geeignet für DED-Prozesse. Die Software erstellt automatisch das additive Programm und steuert direkt das Werkzeugende wie Roboter oder Maschinenwerkzeug, um die Additionsoperation abzuschließen, ohne dass Code ausgegeben und manuell zum Roboterende kopiert werden muss oder aufwendige manuelle Programmierung erforderlich ist.
Vordefinierte additive Prozessbibliothek, die erneut entwickelt werden kann und die die Konfiguration, Speicherung und den Aufruf additiver Parameter ermöglicht sowie bei der Prozessentwicklung und -zertifizierung unterstützt;
Erstellung eines Additivberichts nach Abschluss des Additionsprozesses, der zur Prüfung des Produktionsprozesses additiver Erzeugnisse verwendet wird.
In Kombination mit verschiedenen DED-Additivprozessmerkmalen wird das Additivprogramm intelligent für das gesamte Werkstück und spezielle Merkmalspositionen (wie Überlappungen, Ecken, dünne Wände, variable Wandstärken usw.) optimiert, einschließlich Bahnoptimierung, Lichtbogenanfangs- und -endoptimierung, Geschwindigkeitsoptimierung usw., um das Auftreten von Druckfehlern zu reduzieren.
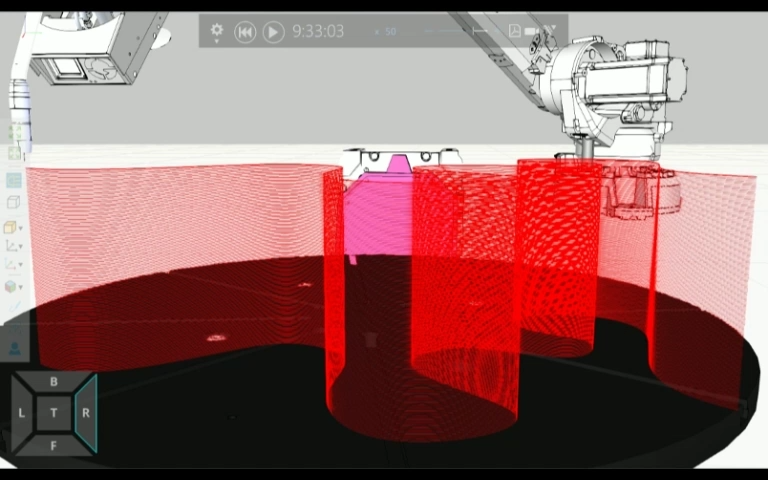
Durch hochgenaue Layout-Simulation und dynamische Bahnensimulation kann eine 360° dynamische Geschwindigkeitswechsel-Ansicht durchgeführt werden; Zugänglichkeit, Gelenkbeschränkungen, Singularpunkte und Kollisionsrisiken können im Voraus überprüft werden, und der additive Pfad kann offline verifiziert werden, mit einer Simulationskonturgenauigkeit von bis zu 0,25 mm.
Durch den Einsatz eines einzigartigen dynamischen Pfadplanungsalgorithmus in Verbindung mit Zwischenschicht-Temperaturregelung sowie Schmelzbadüberwachungs- und Analysetechnologien wird der automatisierte Prozessentwicklungsprozess für additive Fertigung realisiert und der Entwicklungszyklus für Prozessgestaltung und Programmierung erheblich verkürzt. (Es muss zusammen mit IungoQMC-Software und Hardware-Modulen wie Maschinenvison, Prozessparameter- und Umgebungsparameter-Erfassung verwendet werden.)