Admite completamente el arco, láser, plasma, compuesto láser-arco y otras fuentes de calor; admite fusión, alimentación de polvo o alimentación de alambre y polvo;
Admite completamente todos los tipos comunes de actuadores del sistema DED, incluidos: CNC de tres ejes/cinco ejes, robots industriales y expansión con ejes externos.
Admite sistemas CNC como Siemens, Huazhong, Guangshu, y marcas de robots como ABB; Fanuc; KUKA; JAKA;
Puede expandir módulos avanzados de funciones de adición, incluyendo: adición con enlace de eje externo, adición colaborativa con múltiples herramientas, adición compuesta con múltiples materiales;
Admite el control de herramientas para procesamiento entre capas, como limpieza con láser, limpieza con pistola y corte con alambre.
Admite métodos comunes de rebanado y relleno de trayectorias, así como trayectorias propietarias de ida y vuelta por eje, de una sola pasada y espiraladas, más adecuadas para formas complejas (como paredes de espesor variable, contornos especiales, piezas de pared delgada, giroscopios, etc.);
Programación rápida paramétrica, a través de configuración parametrizada de rebanadas, relleno, biblioteca de procesos, trayectoria, parámetros de herramienta, etc., adecuada para el proceso DED, el software completa automáticamente la generación del programa de adición y controla directamente el extremo de la herramienta como robot o máquina-herramienta para completar la operación de adición, sin necesidad de exportar código para copiarlo al extremo del robot o al proceso de programación manual engorroso.
Biblioteca de procesos de adición predefinida que puede ser desarrollada nuevamente, lo cual permite realizar la configuración, almacenamiento y llamada de los parámetros de adición, apoyando así el desarrollo y certificación del proceso;
Generar informe de adición una vez finalizada la misma, utilizado para la inspección del proceso de producción de productos adicionados.
Combinado con diversas características del proceso aditivo DED, el programa aditivo se optimiza inteligentemente para toda la pieza de trabajo y posiciones de características especiales (como solapamientos, esquinas, paredes delgadas, espesor variable de pared, etc.), incluyendo optimización de trayectorias, optimización del inicio y final del arco, optimización de velocidad, entre otros, para reducir la ocurrencia de defectos de impresión.
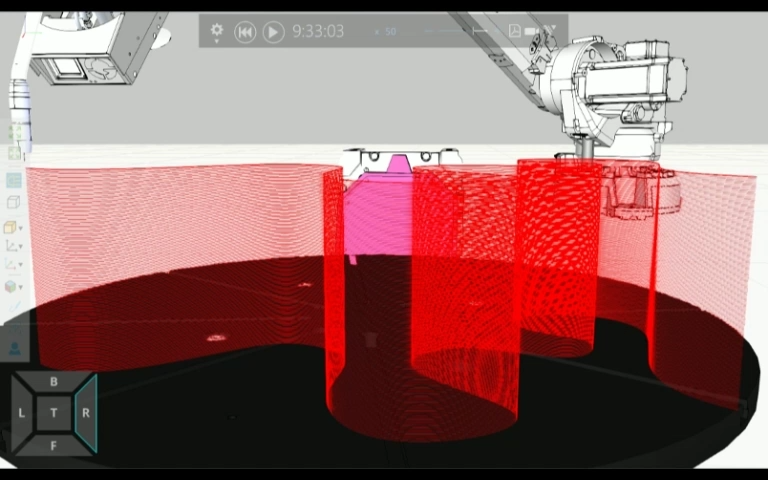
Mediante simulación de diseño altamente restaurada y simulación dinámica de trayectoria, se puede realizar una visualización dinámica de cambio de velocidad de 360°, se pueden verificar anticipadamente la accesibilidad, restricciones articulares, puntos singulares y riesgos de colisión, y la trayectoria adicional puede verificarse fuera de línea con una precisión de contorno de simulación de hasta 0.25mm.
Mediante un algoritmo único de planificación dinámica de trayectorias, combinado con tecnologías de control de temperatura intercapas y monitoreo y análisis del baño de fusión, se logra el desarrollo automatizado del proceso de adición, acortando considerablemente el ciclo de diseño y programación del proceso. (Debe utilizarse junto con el software IungoQMC y módulos hardware como visión artificial, percepción de parámetros del proceso y parámetros ambientales).