Supporta completamente l'arco, il laser, il plasma, la composizione laser-arco e altre fonti di calore; supporta fusione, alimentazione a polvere o alimentazione a filo e polvere;
Supporta pienamente tutti i tipi di attuatori comuni nei sistemi hardware DED, inclusi: CNC a tre assi/cinque assi, robot industriali e espansione con assi esterni.
Supporta sistemi CNC come Siemens, Huazhong, Guangshu, e supporta marche di robot come ABB; Fanuc; KUKA; JAKA;
Può espandere moduli funzionali avanzati per la produzione additiva, inclusi: additive con collegamento dell'asse esterno, additive collaborativo con più utensili, additive composito con più materiali;
Supporta il controllo degli utensili per lavorazioni intermedie, come pulizia laser, pulizia della pistola e taglio a filo.
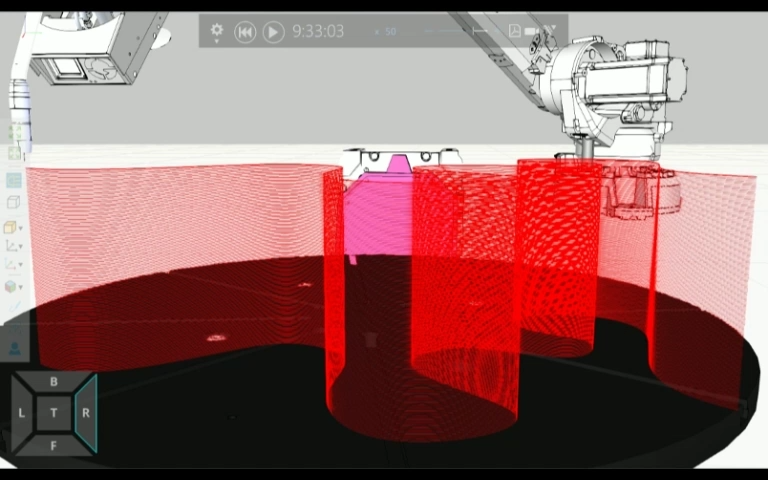
Supporta metodi comuni di slicing e percorsi di riempimento, nonché percorsi proprietari con movimento avanti-indietro dell'asse, singolo passaggio e spirali, particolarmente adatti per forme complesse (come spessori variabili, contorni speciali, componenti a parete sottile, giroscopi, ecc.);
Programmazione rapida parametrica, tramite configurazione parametrizzata di sezione, riempimento, libreria di processo, percorso, parametri dello strumento, ecc., adatta al processo DED, il software completa automaticamente la generazione del programma additivo e controlla direttamente l'utensile finale come robot o macchina utensile per completare l'operazione additiva, senza la necessità di esportare codici da copiare sul lato robot o processi di programmazione manuale complicati.
Libreria di processo additivo predefinita che può essere ulteriormente sviluppata, in grado di realizzare la configurazione, memorizzazione e richiamo dei parametri additivi, supportando lo sviluppo e la certificazione del processo;
Generare un report additivo al termine dell'aggiunta, utilizzato per l'ispezione del processo produttivo dei prodotti additivi.
Combinando le caratteristiche dei vari processi additivi DED, il programma additivo viene ottimizzato intelligentemente per l'intero pezzo e per le posizioni di particolari dettagli (come sovrapposizioni, angoli, pareti sottili, spessori variabili, ecc.), inclusa l'ottimizzazione del percorso, dell'inizio e della fine dell'arco, dell'ottimizzazione della velocità, ecc., al fine di ridurre la possibilità di difetti di stampa.
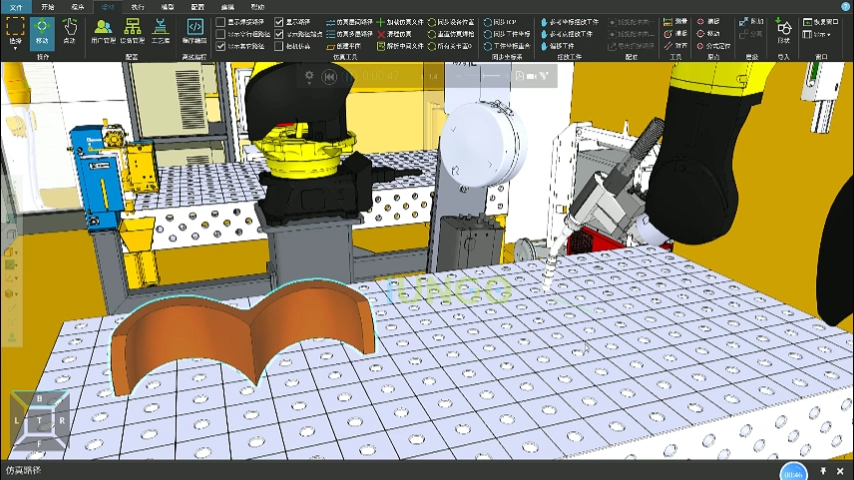
Tramite una simulazione avanzata del layout e una simulazione dinamica del percorso, è possibile effettuare una visualizzazione dinamica a 360° con variazione di velocità, verificare in anticipo accessibilità, limitazioni delle giunzioni, punti singolari e rischi di collisione, nonché validare offline il percorso additivo con un'elevata accuratezza del contorno di simulazione fino a 0,25 mm.
Utilizzando un algoritmo unico di pianificazione dinamica del percorso, combinato con tecnologie di controllo della temperatura interlaminare e di monitoraggio e analisi del pool di fusione, si realizza il processo automatizzato di sviluppo dell'additivo, riducendo notevolmente il ciclo di progettazione e sviluppo del processo di programmazione. (Deve essere utilizzato insieme al software IungoQMC e ai moduli hardware come visione artificiale, percezione dei parametri di processo e dei parametri ambientali).