Электр доғасы, лазер, плазма, лазерлі-доғалық композитті және басқа да жылу көздерін толық қолдайды; қоспаны, ұнтақты немесе сымды-ұнтақты қоректендіруді қолдайды;
DED аппараттық жүйесінің барлық түрлеріндегі орындаушы механизмдерді толық қолдайды: үшосьі/бесосьі CNC, индустриялық роботтар және сыртқы осьтің кеңейтілуі.
Siemens, Huazhong, Guangshu сияқты CNC жүйелерін қолдайды, ABB; Fanuc; KUKA; JAKA бренділеріндегі роботтарды қолдайды;
Жоғары деңгейлі қосымша функционалды модульдерді кеңейтуге болады, мысалы: сыртқы осьті байланыстыру арқылы қосу, бірнеше құралмен бірге қосу, көп материалды композитті қосу;
Лазерлі тазалау, қаруды тазалау және сыммен кесу сияқты қабатаралық өңдеу құралдарын бақылауды қолдайды.
Кәдімгі кесілген және толтыру жолдарын қолдайды, сонымен қатар өзіне тән осьтің қайта-қайта қозғалуы, бір жолды және спираль тәрізді жолдарды қолдануға болады, күрделі пішіндерге (мысалы, айнымалы қабырға қалыңдығы, ерекше пішінді контурлар, жұқа қабырғалы бөлшектер, гироскоптар т.б.) ыңғайлы;
Параметрлі жылдам программалау параметрлендірілген конфигурация арқылы кесу, толтыру, процесстер кітапханасы, жол, құрал параметрлері т.б. DED процесіне сәйкес бағдарламалық қамтамасыз ету автоматты түрде қосымша бағдарламаны құру процесін аяқтайды және оны басқару үшін робот немесе станок сияқты құралдың ұшын білдіреді. Қосымша операцияны орындау үшін кодты роботтың ұшына көшіріп алу немесе қолмен программалау процесін жеңілдету қажет емес.
Қайта дамып жатқан алдын ала орнатылған қосымша процесстер кітапханасы қосымша параметрлерді конфигурациялау, сақтау және шақыру мүмкіндігін береді, сонымен қатар процесстерді дамыту мен сертификаттауға көмектеседі;
Қосымшаны аяқтағаннан кейін қосымша есепті генерациялау қосымша өнімдерді өндіру процесін тексеру үшін қолданылады.
DED қосымша процесстердің әртүрлі сипаттамаларымен бірге қосымша бағдарлама бүкіл бұйым мен ерекше белгілері бар орындарды (мысалы, беттестіру, бұрыштар, жұқа қабырғалар, айнымалы қабырға қалыңдығы т.б.) жолдың оптимизациясы, доғаны бастап-аяқтауының оптимизациясы, жылдамдықтың оптимизациясы т.б. нәтижесінде басып шығару кемшіліктерін азайту үшін ақылды түрде оптимизацияланады.
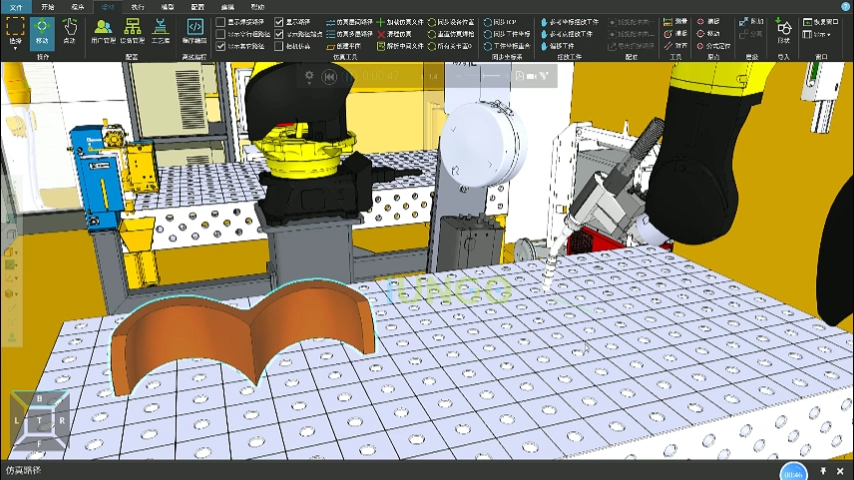
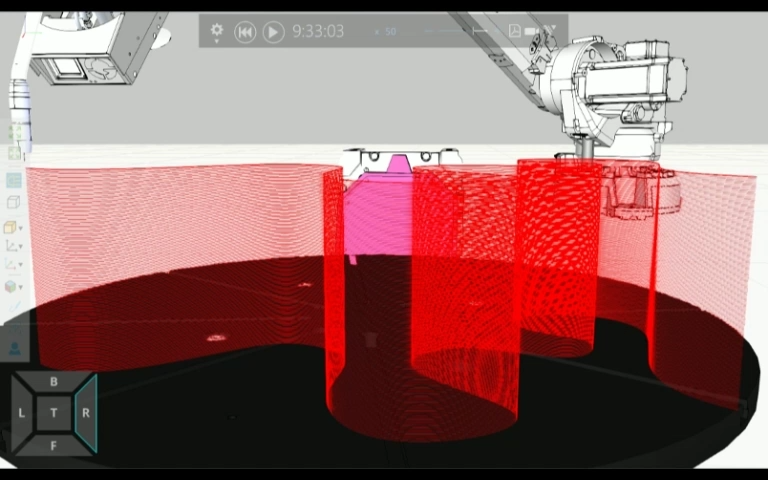
Жоғары дәлдіктегі компоновкалық имитация мен динамикалық жол имитациясы арқылы 360° динамикалық жылдамдықты көру орындалып, қолжетімділік, біріктіру шектеулері, жалғыздық нүктелері мен соқтығысу қаупі алдын-ала тексеріледі және имитация контур дәлдігі 0,25 мм дейін қосымша жолдың дұрыстығын растау үшін офлайн режимінде тексеру орындалады.
Ерекше динамикалық жолды жоспарлау алгоритмін пайдаланып, қабатаралық температураны басқару мен балқыту ваннасын бақылау және талдау технологияларымен үйлестіре отырып, автоматтандырылған қосымша өндірістік процесстерді дамыту процесі іске асырылады, соның нәтижесінде процесс дизайны мен бағдарламалау циклін қысқартады. (Бұны машиналық көру, процесстік параметрлер мен орта параметрлері сияқты IungoQMC бағдарламалық-аппараттық модульдерімен пайдалану қажет).