Mendukung sepenuhnya pengelasan busur, laser, plasma, komposit laser busur dan sumber panas lainnya; mendukung peleburan, pemberian serbuk atau pemberian kawat dan serbuk;
Mendukung sepenuhnya aktuator sistem perangkat keras DED umum, termasuk: CNC tiga/lima sumbu, robot industri, dan ekspansi sumbu eksternal.
Mendukung sistem CNC seperti Siemens, Huazhong, Guangshu, serta merek robot seperti ABB; Fanuc; KUKA; JAKA;
Dapat memperluas modul fungsi tambahan tingkat tinggi, termasuk: penambahan sumbu eksternal terhubung, penambahan kolaborasi multi-alat, penambahan komposit multi-material;
Mendukung kontrol alat pemrosesan antar lapisan seperti pembersihan laser, pembersihan senapan, dan pemotongan kawat.
Mendukung metode jalur irisan dan pengisian umum, serta jalur bolak-balik sumbu eksklusif, jalur tunggal dan jalur spiral yang lebih cocok untuk bentuk kompleks (seperti ketebalan dinding berubah, kontur bentuk khusus, komponen dinding tipis, giroskop, dll.);
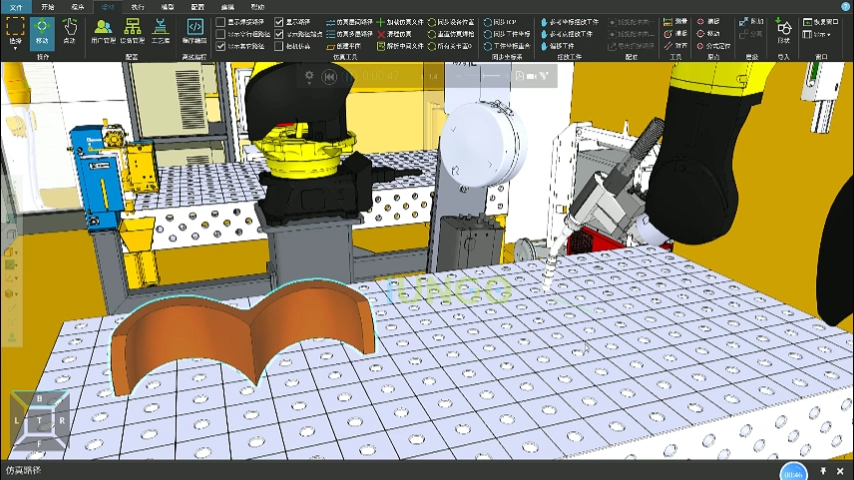
Pemrograman cepat parametrik, melalui konfigurasi parameterisasi dari slicing, pengisian, perpustakaan proses, jalur, parameter alat, dll. yang sesuai untuk proses DED, perangkat lunak secara otomatis menyelesaikan pembangkitan program aditif, dan langsung mengendalikan ujung alat seperti robot atau mesin perkakas untuk menyelesaikan operasi aditif, tanpa perlu mengekspor kode untuk disalin ke ujung robot atau proses pemrograman manual yang rumit.
Perpustakaan proses aditif yang dapat dikembangkan kembali, yang dapat mewujudkan konfigurasi, penyimpanan, dan pemanggilan parameter aditif, serta membantu pengembangan dan sertifikasi proses;
Menghasilkan laporan aditif setelah proses penambahan selesai, yang digunakan untuk inspeksi proses produksi produk aditif.
Dikombinasikan dengan berbagai karakteristik proses aditif DED, program aditif dioptimalkan secara cerdas untuk seluruh benda kerja dan posisi fitur khusus (seperti tumpang tindih, sudut, dinding tipis, ketebalan dinding berubah, dll.), termasuk optimasi jalur, optimasi awal dan akhir busur, optimasi kecepatan, dan lainnya, sehingga mengurangi terjadinya cacat cetak.
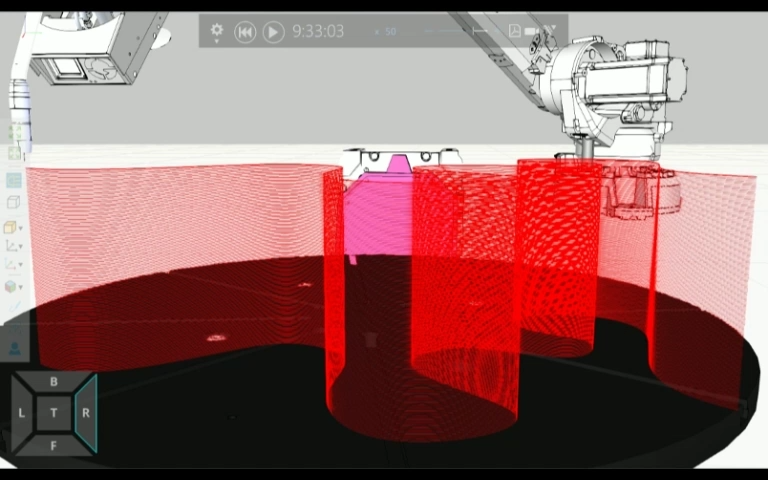
Melalui simulasi tata letak yang sangat akurat dan simulasi jalur dinamis, dapat dilakukan peninjauan perubahan kecepatan dinamis 360°, kemungkinan akses, pembatasan sendi, titik singularitas, serta risiko tabrakan dapat diverifikasi sebelumnya, dan jalur aditif dapat diverifikasi secara offline dengan akurasi kontur simulasi hingga 0,25mm.
Menggunakan algoritma perencanaan jalur dinamis unik, dikombinasikan dengan teknologi kontrol suhu antar-lapisan dan pemantauan serta analisis melt pool, proses pengembangan proses aditif otomatis direalisasikan, sehingga memperpendek siklus pengembangan desain dan pemrograman proses. (Harus digunakan bersama dengan perangkat lunak IungoQMC serta modul perangkat keras seperti visi mesin, parameter proses, dan persepsi parameter lingkungan).