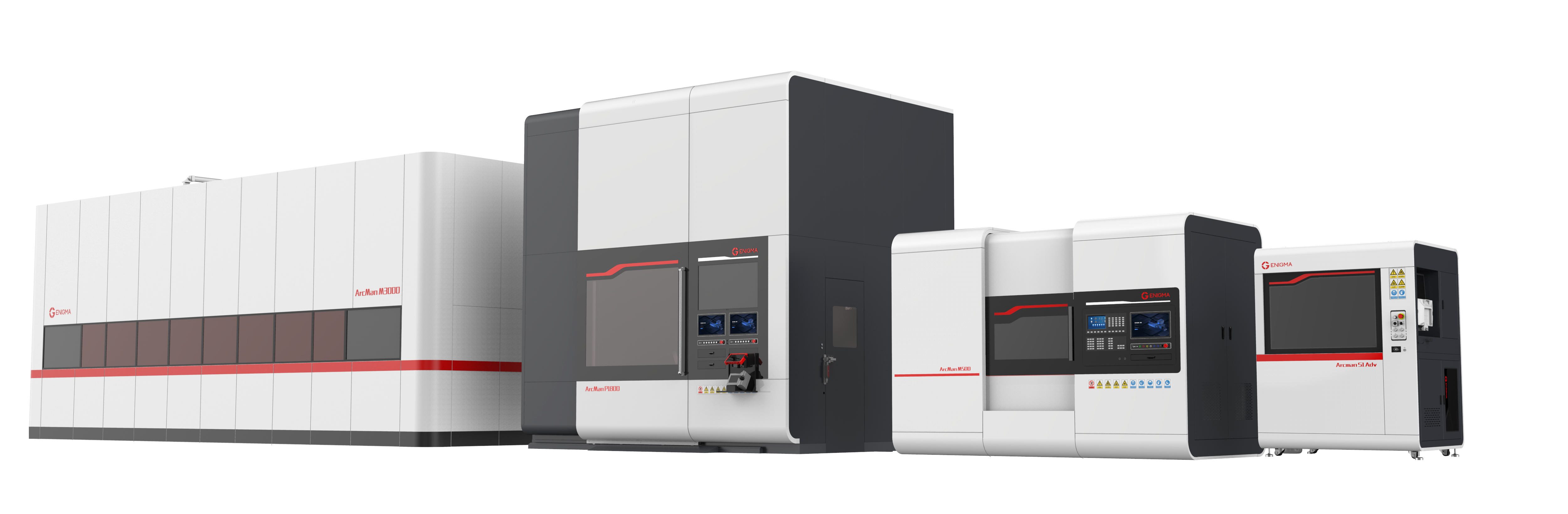



ชุด ArcMan Kit มอบโซลูชันการผลิตแบบเพิ่มเนื้อวัสดุโดยใช้กระบวนการ DED-Arc ที่มีต้นทุนคุ้มค่าและสามารถปรับแต่งได้สำหรับเครื่อง CNC ที่มีอยู่แล้ว
ช่วยให้สามารถติดตั้งและเริ่มใช้งานได้อย่างรวดเร็ว เพื่ออัปเกรดเครื่อง CNC ที่มีอยู่ให้กลายเป็นระบบการผลิตแบบผสมผสาน (hybrid manufacturing) ที่สามารถทำงานแบบเพิ่มเนื้อวัสดุ (additive) และลดเนื้อวัสดุ (subtractive) ได้ในสถานที่จริง (in-situ) ผ่านอินเทอร์เฟซมาตรฐาน ซึ่งช่วยย่นระยะเวลาของกระบวนการผลิตโดยรวมอย่างมาก และเปิดโอกาสให้เกิดอิสระในการออกแบบที่ไม่เคยมีมาก่อน
รองรับการใช้งานร่วมกับหุ่นยนต์อุตสาหกรรม หุ่นยนต์ร่วมงานกับมนุษย์ (cobots) และแอคทูเอเตอร์หลายแกนได้อย่างกว้างขวาง ครอบคลุมทุกสถานการณ์การบูรณาการเทคโนโลยี DED-arc อย่างสมบูรณ์

| ArcMan KIT | |
| ฮาร์ดแวร์ควบคุม | K-Box |
| โปรแกรมควบคุม | lungoPNT Client |
| ซอฟต์แวร์สำหรับการตรวจสอบ | lungoQMC |
| ระบบระบายความร้อนหัวพิมพ์ AM | การเย็นด้วยน้ํา |
| น้ำหนักหัวพิมพ์ AM | 10kg |
| อัตราการสะสมวัสดุ | 50–1085 ซม.²/ชม. |
| เส้นผ่านศูนย์กลางของลวด | 0.8/0.9/1.0/1.2/1.6 มม. |
| กระบวนการผลิตแบบ AM | DED-ArC |
| การจ่ายก๊าซ | 0.4-0.6mpa |
| ระบบดูดควัน | ชุดอุปกรณ์ V เท่านั้น |
| การให้พลังงาน | 380 โวลต์ ±10% 50 เฮิร์ตซ์ ±2% |
| กำลังไฟฟ้าที่กำหนด | ชุด V: 20 กิโลวัตต์ ชุด M: 19.5 กิโลวัตต์ |
| สภาพแวดล้อมการทํางาน | อุณหภูมิแวดล้อม: 0–45°ซ. ความชื้นสัมพัทธ์ < 85% |
| วัสดุที่สามารถใช้งานร่วมได้ | อลูมิเนียม / แมกนีเซียม / ไทเทเนียม / นิกเกิล / โลหะผสมทองแดง สแตนเลส เหล็กคาร์บอน เป็นต้น |
ArcMan KIT
ชุด ArcMan ( ADD On CNC ) มอบโซลูชันการผลิตแบบเพิ่มวัสดุโดยใช้กระบวนการ DED-Arc ที่มีต้นทุนต่ำและสามารถปรับโมดูลได้สำหรับเครื่อง CNC ที่มีอยู่แล้ว
ช่วยให้สามารถติดตั้งและเริ่มใช้งานได้อย่างรวดเร็ว เพื่ออัปเกรดเครื่อง CNC ที่มีอยู่ให้กลายเป็นระบบการผลิตแบบผสมผสาน (hybrid manufacturing) ที่สามารถทำงานแบบเพิ่มเนื้อวัสดุ (additive) และลดเนื้อวัสดุ (subtractive) ได้ในสถานที่จริง (in-situ) ผ่านอินเทอร์เฟซมาตรฐาน ซึ่งช่วยย่นระยะเวลาของกระบวนการผลิตโดยรวมอย่างมาก และเปิดโอกาสให้เกิดอิสระในการออกแบบที่ไม่เคยมีมาก่อน
รองรับการใช้งานร่วมกับหุ่นยนต์อุตสาหกรรม หุ่นยนต์ร่วมงานกับมนุษย์ (cobots) และแอคทูเอเตอร์หลายแกนได้อย่างกว้างขวาง ครอบคลุมทุกสถานการณ์การบูรณาการเทคโนโลยี DED-arc อย่างสมบูรณ์
ชุด ArcMan Kit มอบโซลูชันการผลิตแบบเพิ่มเนื้อวัสดุโดยใช้กระบวนการ DED-Arc ที่มีต้นทุนคุ้มค่าและสามารถปรับแต่งได้สำหรับเครื่อง CNC ที่มีอยู่แล้ว
ช่วยให้สามารถติดตั้งและเริ่มใช้งานได้อย่างรวดเร็ว เพื่ออัปเกรดเครื่อง CNC ที่มีอยู่ให้กลายเป็นระบบการผลิตแบบผสมผสาน (hybrid manufacturing) ที่สามารถทำงานแบบเพิ่มเนื้อวัสดุ (additive) และลดเนื้อวัสดุ (subtractive) ได้ในสถานที่จริง (in-situ) ผ่านอินเทอร์เฟซมาตรฐาน ซึ่งช่วยย่นระยะเวลาของกระบวนการผลิตโดยรวมอย่างมาก และเปิดโอกาสให้เกิดอิสระในการออกแบบที่ไม่เคยมีมาก่อน
รองรับการใช้งานร่วมกับหุ่นยนต์อุตสาหกรรม หุ่นยนต์ร่วมงานกับมนุษย์ (cobots) และแอคทูเอเตอร์หลายแกนได้อย่างกว้างขวาง ครอบคลุมทุกสถานการณ์การบูรณาการเทคโนโลยี DED-arc อย่างสมบูรณ์
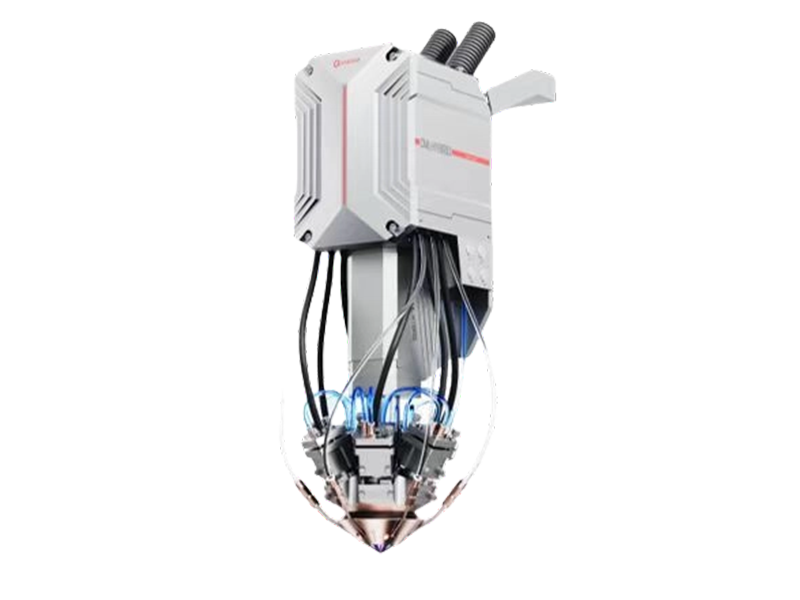
1、เลเซอร์แบบโคแอกเซียลหลายความยาวคลื่น
เปลี่ยนอุปกรณ์แบบเดิมให้กลายเป็นระบบการผลิตแบบไฮบริดด้วยการลงทุนขั้นต่ำ — เปิดโอกาสการใช้งานที่ไร้ขีดจำกัด
รองรับเครื่องจักร CNC แบบ 3/4/5 แกน หุ่นยนต์อุตสาหกรรม หุ่นยนต์ร่วมงาน (cobots) และแอคทูเอเตอร์แบบหลายแกน ได้อย่างกว้างขวาง
2. การผลิตแบบไฮบริด
1) ลดขั้นตอนการผลิต :ทำให้สามารถผลิตชิ้นส่วนแบบเพิ่มวัสดุ (Additive Manufacturing) และขึ้นรูปชิ้นงานได้ที่สถานีเดียวกันโดยไม่ต้องปรับตำแหน่งชิ้นงานใหม่ ซึ่งช่วยลดระยะเวลาการผลิตโดยรวมอย่างมาก
2) เปิดโอกาสให้การออกแบบมีอิสระมากยิ่งขึ้น: สามารถขึ้นรูปบริเวณที่เข้าถึงยากโดยตรง (เช่น โพรงลึก ช่องทางภายใน ฯลฯ) ระหว่างกระบวนการผลิตแบบเพิ่มวัสดุ จึงก้าวข้ามข้อจำกัดด้านเรขาคณิต และทำให้สามารถผลิตโครงสร้างที่มีความซับซ้อนสูงสุดแบบบูรณาการได้
3) การฟื้นฟูชิ้นส่วน: การเตรียมผิวก่อนขึ้นรูปแบบบูรณาการ การฟื้นฟูหรือเพิ่มคุณลักษณะด้วยเทคโนโลยีการผลิตแบบเพิ่มวัสดุ (AM) และการตกแต่งผิวแบบในสถานที่ (in-situ finishing) บนสถานีเดียว ทำให้เกิดกระบวนการแบบวงจรปิดที่สามารถซ่อมแซมความเสียหายและยกระดับประสิทธิภาพการทำงานได้พร้อมกัน
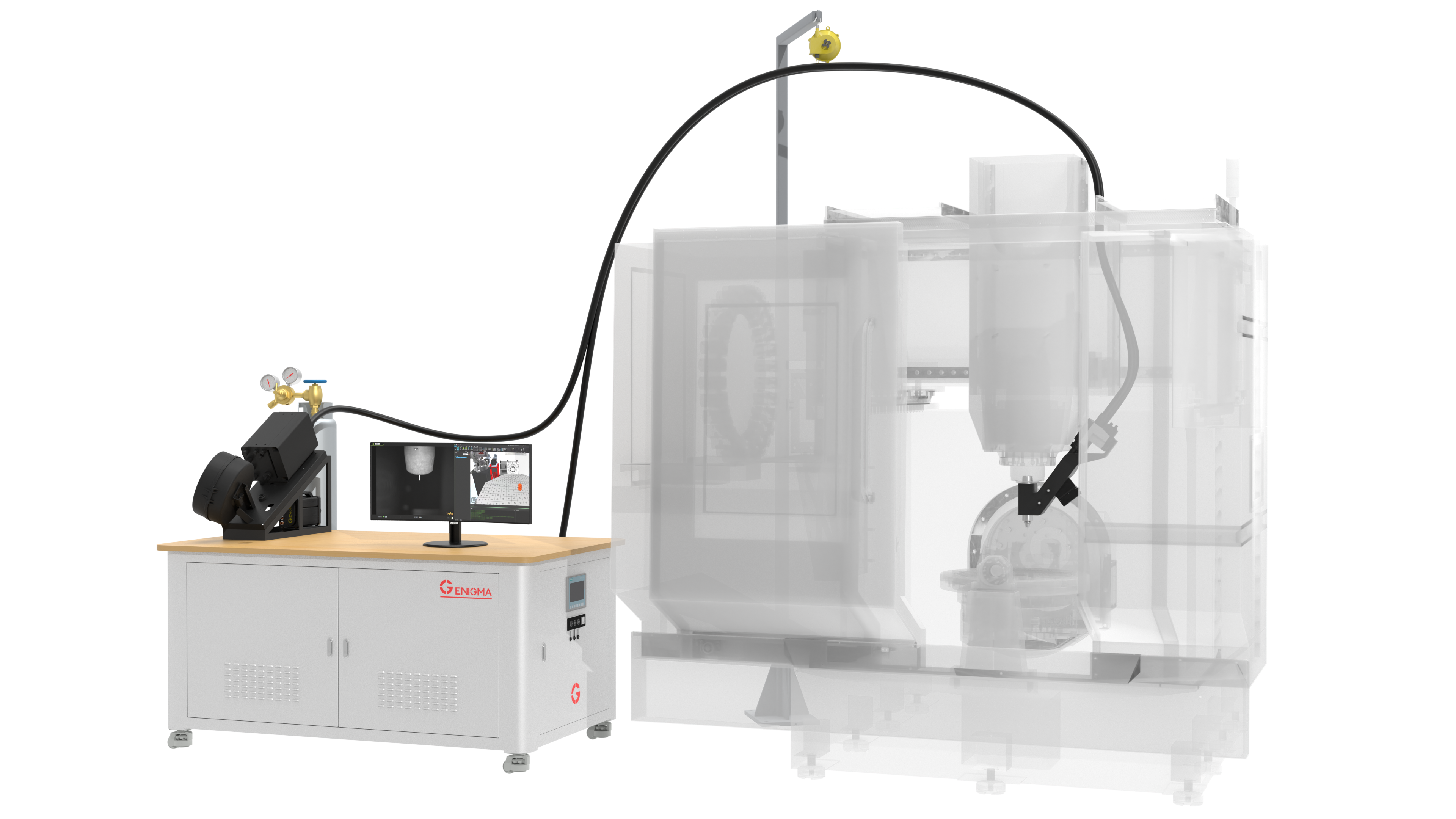
3. มีขนาดกะทัดรัด รวมทุกฟังก์ชันไว้ในตัวเดียว
ระบบตัวนี้เปลี่ยนแปลงรูปแบบการจัดวางแบบกระจายศูนย์แบบดั้งเดิมอย่างสิ้นเชิง โดยนำองค์ประกอบหลักทั้งหมด ได้แก่ หน่วยควบคุม แหล่งจ่ายไฟ ระบบดูดควัน และระบบระบายความร้อน ไว้ภายในตู้เดียวกัน แนวทางแบบบูรณาการนี้ช่วยลดพื้นที่ใช้งานและเวลาในการติดตั้ง/เปิดใช้งานลงอย่างมาก
ชิ้นส่วนหลักถูกบรรจุอยู่ภายในห้องแยกต่างหากที่ปิดสนิท เพื่อให้สามารถทำงานได้อย่างเชื่อถือได้แม้ในสภาพแวดล้อมของโรงซ่อมที่มีความรุนแรง
เครื่องจ่ายลวดติดตั้งภายนอกตู้หลักตามหลักสรีรศาสตร์ เพื่อให้เข้าถึงได้อย่างสะดวกสุด พร้อมติดตั้งเซ็นเซอร์ตรวจจับปลายลวดเพื่อการตรวจสอบที่ง่ายดายและการเปลี่ยนลวดโดยไม่ยุ่งยาก
แผงด้านบนของหน่วยหลักออกแบบให้มีฝาครอบแบบพับเปิดได้ ซึ่งให้ความสะดวกสูงสุดต่อการบำรุงรักษาตามปกติและการพัฒนาเพิ่มเติม
4. การดูดควันด้วยสุญญากาศสูง (เฉพาะชุด V)
ระบบดังกล่าวสร้างสภาพแวดล้อมที่มีแรงดันลบอย่างรุนแรงโดยตรงที่แหล่งกำเนิดควันหรือตามแนวทางการกระจายของควัน ซึ่งช่วยให้จับควันได้อย่างมีประสิทธิภาพสูง แรงดูดที่แข็งแรงและเสถียรสามารถดักจับอนุภาคโลหะที่มีขนาดต่าง ๆ ได้อย่างแม่นยำ ป้องกันไม่ให้คุณภาพอากาศลดลง และลดความเสี่ยงต่อสุขภาพระบบทางเดินหายใจของผู้ปฏิบัติงานที่อาจเกิดจากฝุ่นตกค้าง
5. การติดตั้งแบบเสียบใช้งานได้ทันที
ระบบนี้ขจัดความซับซ้อนของการเดินสายไฟ และทำให้กระบวนการติดตั้งเป็นไปอย่างราบรื่นด้วยอินเทอร์เฟซสายเคเบิลมาตรฐานที่รองรับโปรโตคอลการสื่อสารหลายรูปแบบ
6. คลังเครื่องมือ AM
หัวเครื่องมือแบบกะทัดรัดได้รับการออกแบบมาเพื่อการติดตั้งเข้ากับแม็กกาซีนเครื่องมือมาตรฐาน และรองรับตัวยึดเครื่องมือทั่วไป (เช่น BT, BBT, HSK) ทำให้สามารถสลับระหว่างกระบวนการผลิตแบบเพิ่มวัสดุ (Additive) กับแบบตัดแต่งวัสดุ (Subtractive) ได้อย่างรวดเร็ว
มันประกอบด้วยการออกแบบแขนแกว่งแบบพับได้พร้อมระบบกำหนดตำแหน่งศูนย์สองจุด ระบบนี้รับประกันความซ้ำซ้อนสูงในระหว่างการเปลี่ยนเครื่องมือ ขณะเดียวกันก็ลดการรบกวนพื้นที่ทำงานให้น้อยที่สุดและป้องกันไม่ให้สายเคเบิลพันกัน
การควบคุมด้วยลมช่วยให้สามารถติดตั้งและนำระบบไปใช้งานได้อย่างรวดเร็วและไม่ต้องใช้แรงมาก
7. ระบบควบคุม
ตัวควบคุมอัจฉริยะ K-Box ซึ่งติดตั้งซอฟต์แวร์ lungoPNT Client ทำหน้าที่เป็นหน่วยควบคุมหลักที่ออกแบบมาโดยเฉพาะเพื่อผสานรวมอุปกรณ์การพิมพ์สามมิติชนิดต่าง ๆ ผ่านเครื่องยนต์ปรับตัวอัจฉริยะในตัว มันสามารถประมวลผลข้อมูลเส้นทางและขั้นตอนการเพิ่มวัสดุ (additive path and process data) จากซอฟต์แวร์ เช่น lungoPNT ได้อย่างมีประสิทธิภาพ และแปลงข้อมูลเหล่านั้นโดยตรงเป็นคำสั่งควบคุมที่แม่นยำสำหรับเครื่องจักรกล เครื่องหุ่นยนต์ แหล่งจ่ายไฟสำหรับการเชื่อม และอุปกรณ์ฮาร์ดแวร์อื่น ๆ
8. เทคโนโลยีแหล่งจ่ายไฟแบบอินเวอร์เตอร์
ใช้เทคโนโลยีพลังงานอินเวอร์เตอร์แบบดิจิทัลเต็มรูปแบบเพื่อเพิ่มความน่าเชื่อถือและความเสถียรของกระบวนการเพิ่มวัสดุ เทคโนโลยีนี้ทำงานร่วมกันอย่างสอดคล้องกับการเคลื่อนที่ของลวดป้อนเพื่อแยกหยดโลหะหลอมเหลว ทำให้มั่นใจได้ถึงความแม่นยำในการสะสมวัสดุ นอกจากนี้ยังมีระยะการระบายความร้อนสำหรับบ่อโลหะหลอมเหลว และคนบ่ออย่างต่อเนื่องด้วยลวดบรรจุ ซึ่งช่วยยับยั้งข้อบกพร่องต่าง ๆ เช่น รูพรุนและรอยประสานไม่สมบูรณ์ จึงส่งผลให้คุณภาพของการสร้างชิ้นงานดีขึ้นอย่างมีนัยสำคัญ ผ่านการสลับขั้วกระแสไฟฟ้าอย่างชาญฉลาด เทคโนโลยีนี้เข้าไปควบคุมการถ่ายโอนหยดโลหะหลอมเหลวโดยตรง ทำให้เกิดผลลัพธ์แบบสลับระหว่างภาวะเย็น-ร้อน ส่งผลให้มีประสิทธิภาพในการเคลือบผิวสูงขึ้นอย่างมาก พร้อมทั้งลดปริมาณความร้อนที่ป้อนเข้าไปอย่างมีนัยสำคัญ
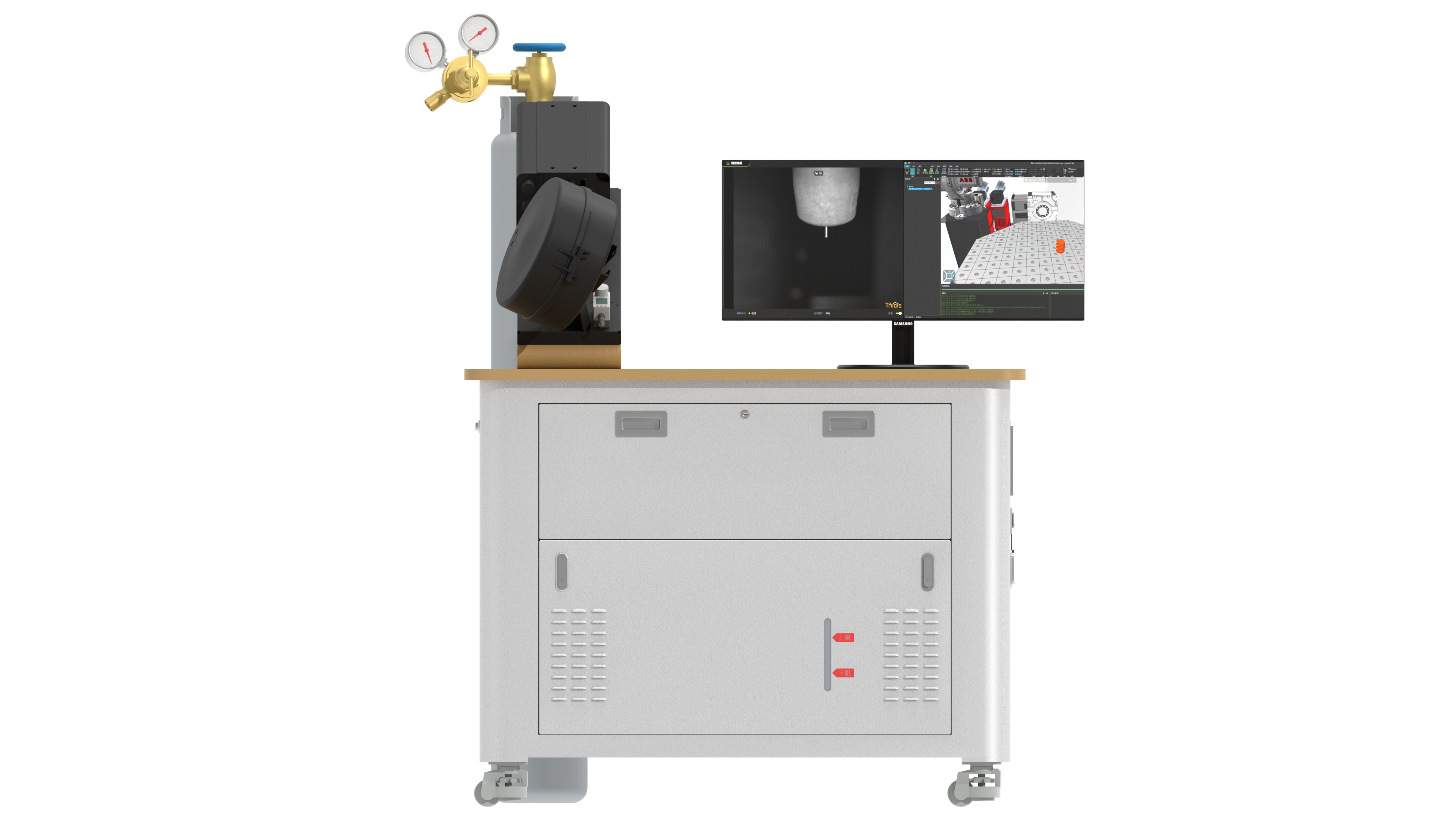
9. การทำให้ระบบเป็นดิจิทัล
1) การตรวจสอบและวิเคราะห์แบบไดนามิกสูง: ระบบสามารถตั้งค่าได้ด้วยกล้องตรวจจับหลอมเหลว TARDIS IGNIS MP200GS ซึ่งเป็นกล้องความละเอียดสูงและอัตราเฟรมสูง สำหรับการมองเห็นแบบเรียลไทม์ การติดตามสถานะของบริเวณหลอมเหลว การประเมินความเสถียรของการถ่ายโอนหยดน้ำโลหะหลอมเหลว และการวิเคราะห์พารามิเตอร์ต่างๆ เช่น ขนาดของบริเวณหลอมเหลว ระบบยังสามารถตั้งค่าได้ด้วยระบบการเก็บรวบรวมและตรวจสอบพารามิเตอร์แบบความเร็วสูงและความแม่นยำสูง TARDIS WLSCADA ซึ่งช่วยให้สามารถสังเกตและวิเคราะห์กระบวนการผลิตแบบเพิ่มเนื้อ (AM) ได้อย่างแม่นยำ ระบบยังทำหน้าที่ตรวจสอบและควบคุมอัตราการไหลของก๊าซป้องกัน เพื่อลดต้นทุนการใช้ก๊าซ
2) การตรวจสอบและติดตามคุณภาพกระบวนการแบบดิจิทัลเต็มรูปแบบ: lungoQMC — ตรวจสอบ บันทึก และติดตามทุกด้านอย่างครอบคลุม รวมถึงข้อมูลชิ้นส่วน เส้นทางการผลิต พารามิเตอร์กระบวนการ ข้อมูลสภาพแวดล้อม และสถานะของบริเวณหลอมเหลว อินเทอร์เฟซแบบเปิดรองรับการนำเสนอข้อมูลการตรวจสอบออนไลน์แบบปรับแต่งได้ (เช่น การสแกนสามมิติ สนามอุณหภูมิ)
3) ซอฟต์แวร์ CAM แบบหลายแกนเฉพาะสำหรับกระบวนการ DED: lungoPNT (ตัวเลือกเสริม) — มีคุณสมบัติการกำหนดค่าแบบพารามิเตอร์และการสร้างเส้นทางอัตโนมัติ ทำให้การเขียนโปรแกรมแบบเพิ่มวัสดุสามารถเข้าถึงได้ง่ายแม้แต่ผู้เริ่มต้น โดยอาศัยลักษณะเฉพาะของกระบวนการ DED-arc ซอฟต์แวร์นี้จึงสามารถปรับแต่งโปรแกรมอย่างชาญฉลาดทั้งชิ้นส่วนโดยรวมและรายละเอียดเฉพาะ (เช่น บริเวณที่ทับซ้อนกัน มุม ผนังบาง และผนังที่มีความหนาไม่สม่ำเสมอ) ผ่านการปรับปรุงเส้นทาง การปรับปรุงจุดเริ่มต้น/สิ้นสุดของอาร์ค และการปรับปรุงความเร็ว เพื่อลดข้อบกพร่องในการพิมพ์ให้น้อยที่สุด นอกจากนี้ยังรองรับแอคทูเอเตอร์หลากหลายชนิด และสนับสนุนการผสมผสานระหว่างกระบวนการผลิตแบบเพิ่มวัสดุและแบบลดวัสดุ