
Прискорення валідації нових матеріалів за допомогою швидкого прототипування
Скорочення термінів розробки сплавів з місяців до днів
Розробка нових сплавів була революціонізована металевим друкуванням. Виробники перейшли до повністю інтегрованих процесів, які скоротилися з випробувань методами лиття, кування та інших процесів, що тривали місяцями, до валідації та побудови процесів, що відбуваються за кілька годин. Компанії також можуть легко змінювати склади, наприклад вміст нікелю в порошках суперсплавів, між окремими циклами друку. Також значно покращено випробування матеріалів на такі властивості, як стійкість до корозії, механічна міцність та стабільність при високих температурах. Загальний час НДДК скорочено в десять разів, а процес зберіг високий рівень цілісності даних.
Замкнена інтеграція параметрів друку, мікроструктури та механічних характеристик
Традиційні методи виробництва зробили майже неможливим встановлення зв’язку між тим, що вводиться в технологічний процес, і тим, що отримується на його виході, а також між принципом його роботи на мікроскопічному рівні та його ефективністю. Сучасні технології металевого друку здатні забезпечити такий зв’язок. Використовуючи вбудовану мікроскопію, оператор може спостерігати та документувати реальні зміни у структурі зерен, що виникають через зміни потужності лазера та швидкості сканування. Цей процес розвиває передбачувальні можливості, які дозволяють визначити, наскільки міцними або гнучкими можуть стати матеріали без будь-яких змін у зразках. Яскравим прикладом цього процесу є виготовлення титанових каркасів. Такі каркаси можна проектувати з точно налаштованою пористістю, завдяки чому вони мають заздалегідь визначений рівень пружності. Ця технологія сприяє виробництву титанових каркасів для авіакосмічних кронштейнів, а також для медичних імплантатів, де критично важлива оптимізація міцності та маси. Термін «мікроструктура за проектом» описує те, що відбувається, коли моделювання поля фаз та теплове моделювання використовуються одночасно. Інженери можуть задавати бажані характеристики матеріалу; наприклад, границю плинності при 650 °C, і система автоматично розробляє план обробки матеріалу, щоб надійно досягти цих характеристик у всіх виробничих партіях.

Оптимізація проектів, орієнтованих на продуктивність, за допомогою топологічної та решітчастої оптимізації
Інноваційний дизайн, що виходить за межі традиційних параметрів і матеріалів
З використанням металевого друку традиційні обмеження виробництва більше не застосовуються, зокрема кути витягування, однакова товщина стінок та доступ інструменту. Конструкторам більше не потрібно йти на компроміси у своїх проектах. Як наслідок, інженери можуть використовувати методи топологічної оптимізації для створення деталей, які ефективніше реагують на навантаження. Матеріал додається лише там, де це необхідно, а каркас формується з найефективнішою топологією, щоб задовольнити бажані вимоги щодо міцності, жорсткості або теплового контролю. Деякі нові компоненти відповідають очікуваним показникам структурної ефективності й одночасно зменшують свою масу на 60–70 %. У промисловості розроблені передові системи охолодження, спеціалізовані решітчасті структури зі змінною щільністю та природні ребра жорсткості, що покращують ефективність теплового контролю, поглинання ударів та зменшення вібрацій. Ці поліпшення мають вирішальне значення в авіакосмічній галузі, де зниження маси є обов’язковим, у енергетичному секторі, де головним є ефективність, а також у медичних пристроях, які повинні надійно функціонувати в різних структурних і теплових станах. Сьогодні ми проектуємо конструкції оптимальніше — видаляючи зайвий матеріал замість того, щоб просто забезпечувати їх структурну міцність на бажаному рівні ефективності.
Картографування деформацій у реальному часі та фазове поле як інструменти для проектування решіток на основі даних
Решітчасті структури значно удосконалилися за останні роки. Зразки попередніх поколінь решітчастих структур часто були неоптимізованими й утворювалися за єдиним принципом. Сьогодні ми спостерігаємо «розумні» структури з просторово змінними функціональними конструкціями, розробленими на основі масштабного фізичного моделювання та реальних випробувальних даних. Це досягається в поєднанні з інженерним проектуванням решітчастих структур. Проект решітчастої структури може бути створений з урахуванням місць, де будуть поглинатися ударні навантаження (ауксетичні структури), де потрібні міцніші/підтримуючі структури (структури у вигляді октетних ферм) та де будуть прикладатися навантаження. Така методологія проектування забезпечила збільшення енергопоглинання на 30 % порівняно з традиційним однорідним проектом. Цифровий двійник має здатність перевіряти та тестувати проект до його реалізації. Завдяки цій методології проектування створюються «зворотні зв’язки», у результаті чого проекти стають все більш оптимізованими й точними, оскільки процеси механічної відповіді передбачаються з вищою достовірністю.
Цільовий розвиток сплавів за допомогою металевого друку
Інженерія мікроструктур у рамках систем сплавів: Ti-6Al-4V, Inconel 718 та AlSi10Mg
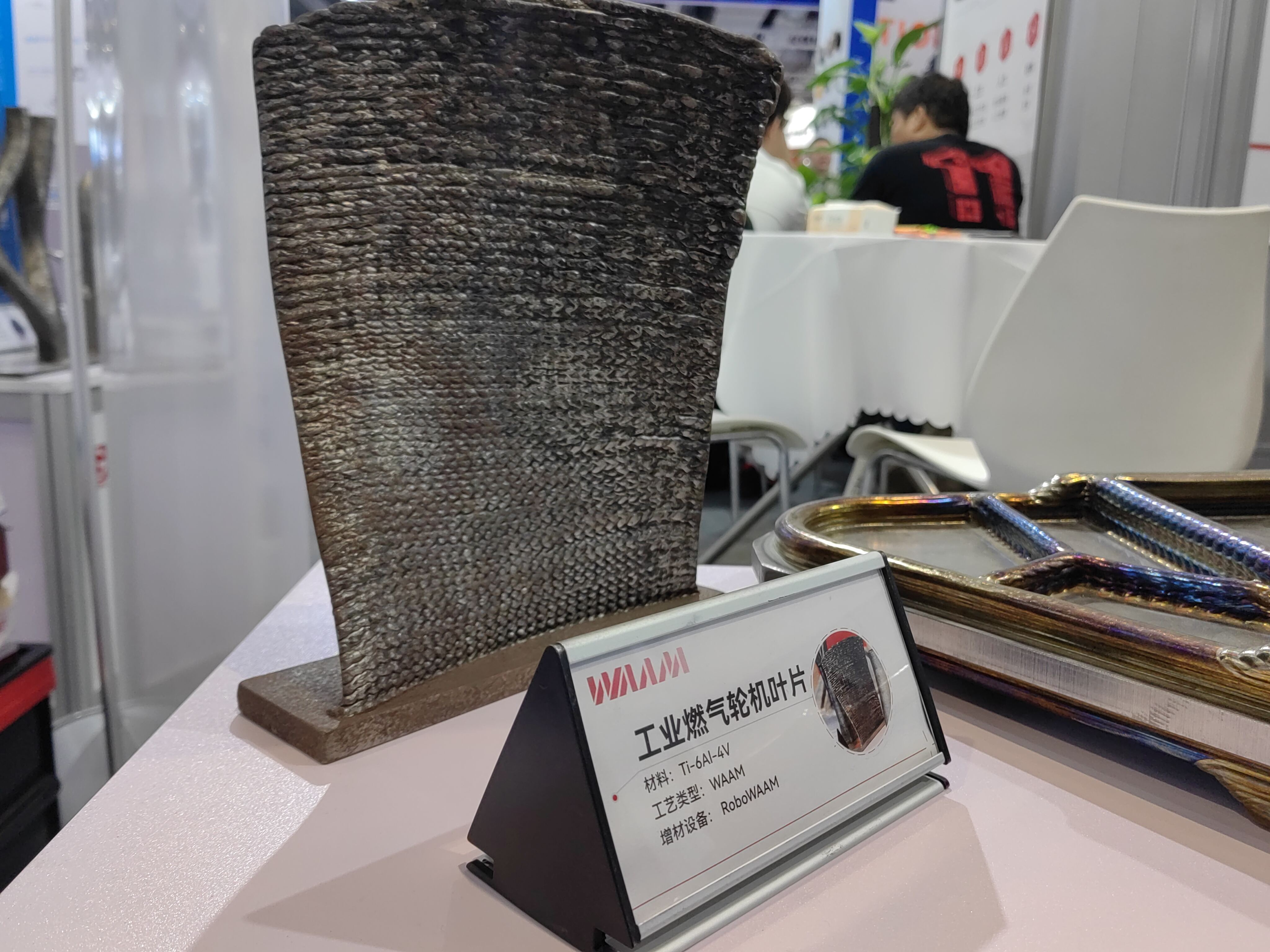
Завдяки покращеному контролю над процесами кристалізації та тепловими потоками, що визначаються технологією, друк металів дозволяє інженерну розробку мікроструктури в критичних сплавних системах. Візьмемо, наприклад, сплав Ti-6Al-4V. Шарове адитивне виробництво забезпечує стабільний баланс α- та β-фаз, що підвищує опір цього сплаву до втоми при великих циклах навантаження на 40 % порівняно з деформованими або литими аналогами. У разі сплаву Inconel 718 можливість контролювати швидкість охолодження призводить до тонкого й рівномірного розподілу γ'-precipitates (гамма-штрих-фази) по всьому матричному об’єму, що підвищує опір сплаву повзучості при температурах понад 600 °C. Цей підхід до проектування також покращує характеристики сплаву AlSi10Mg: швидка кристалізація змінює як форму, так і розподіл кремнієвої фази, підвищуючи пластичність на 25 % (разом із високим рівнем твердості, що є критично важливим для легких конструкцій).
Від друкованих порошків у нижній частині до матеріалів, спеціально розроблених для досягнення заданих експлуатаційних характеристик (наприклад, сталі 316L з контролем вмісту кисню для імплантатів)
Подорож до високопродуктивних результатів починається з інженерних порошків: газово-атомізовані сферичні частинки (15–45 мкм) забезпечують стабільність у плані текучості, щільності упаковки та стабільності розплавленої ванни. Для імплантатного сплаву нержавіючої сталі марки 316L вміст кисню строго обмежується 200 ppm, щоб контролювати утворення оксидів, які призводять до включень, що впливають на біосумісність та втомну міцність. Подальша обробка підвищує експлуатаційні характеристики:
Термічна обробка для зняття напружень усуває проблему залишкових («заблокованих») напружень, спричинених температурними градієнтами.
Гаряче ізостатичне пресування (HIP) усуває внутрішню пористість та підвищує поріг втомної міцності.
Плазмове азотування або електрохімічне полірування покращують корозійну стійкість поверхні.
Контроль над усім процесом забезпечує отримання матеріалів із на 50 % кращою остеоінтеграцією в передклінічних дослідженнях порівняно з традиційно обробленою сталлю 316L — що підкреслює важливість характеристики порошку, якості виконання процесу та післяобробки для досягнення бажаного клінічного результату.
Контроль над мікроструктурою та властивостями за допомогою стратегічного вибору процесів у металевій друкарстві
В галузі металевого друку відбувається велика зміна завдяки розвитку методів друку: селективному лазерному плавленню (SLM) та напрямленому нанесенню енергії (DED). Ці технології надають користувачам можливість налаштовувати мікроструктуру друкованих матеріалів, зосереджуючись на розподілі твердих фаз і станів металів під час друку. Вхідні параметри процесів DED і SLM забезпечують різноманітні й контрольовані результати у кінцевому матеріалі. До таких параметрів належать: потужність лазера, швидкість сканування та товщина шару — відповідно 200–1000 Вт, 0,5–15 м/с і 20–100 мкм. Серед контрольованих результатів — зокрема, але не виключно, розмір мікрозерен структури, фазова структура та наявні дефекти. Відомо, що SLM дозволяє отримувати матеріали з надтонкою мікроструктурою, які відповідають найвищим стандартам і нормативним вимогам, необхідним для провідних матеріалів двигунів літаків, де найбільшою проблемою є втомна міцність. DED принципово відрізняється від SLM. DED здатна виготовляти промислові вироби високої якості — від малих до великих конструкцій — з одночасним литтям у процесі друку кількох металів за рахунок управління енергією під час друку. Найбільш якісна інформація про ці процеси свідчить, що користувачі здатні встановлювати кореляції між властивостями матеріалів та застосовуваними процесами, які раніше були недоступні; крім того, найбільш якісна інформація вказує, що ці процеси скорочують час, необхідний для механічної сертифікації друкованих деталей, на 2/3. Це твердження є правильним, коли деталі проектуються користувачами так, щоб відповідати стандартам і нормативним вимогам ISO/ASTM та стандартам випробувань механічних властивостей — межі міцності при розтягу, втомної міцності та стійкості до тріщин.
Часто задані питання
Що таке металеве друковання та наскільки швидко воно сприяє валідації матеріалів?
Металеве друковання, переважно для швидкого прототипування, дає виробникам змогу одночасно створювати й оцінювати нові сплави за допомогою додаткових процесів, скорочуючи терміни розробки з місяців до днів.
Яким чином металеве друковання покращує розробку конкретних сплавів, таких як Ti-6Al-4V?
Металеве друковання дозволяє цільову інженерію мікроструктури за рахунок записаної історії термічного навантаження та контролю процесу кристалізації, що поліпшує мікроструктуру й суттєво підвищує такі властивості, як опір втомі.
Які переваги надає застосування топологічної та решітчастої оптимізації в металевому друкованні?
Металеве друковання дозволяє використовувати топологічну оптимізацію та решітчасті структури, що призводить до створення легших і ефективніших деталей, а отже — покращує їхні характеристики в таких галузях, як авіакосмічна промисловість, енергетика та медицина.
Які переваги забезпечує замкнена інтеграція в процесах металевого друковання?
Замкнута інтеграція покращує передбачуваність мікроструктури матеріалу та його механічних характеристик, що дозволяє оцінити міцність і гнучкість матеріалу без необхідності фізичного випробування.