
تیز رفتار نمونہ سازی کے ذریعے نئے مواد کی تصدیق کو تیز کرنا
ملویات کی ترقی کے لیے درکار وقت کو ماہوں سے گھنٹوں تک کم کرنا
دھاتوں کی چھاپکاری نے نئی ملویات کی ترقی کو انقلابی صورت دے دی ہے۔ صنعت کاروں نے مکمل طور پر یکجہتی والے ا processes اپنایا ہیں، جن کا آغاز گلے جانے، زوردار دباؤ دینے اور دیگر طریقوں کے ذریعے آزمائش سے ہوتا تھا جو ماہوں تک جاری رہتی تھیں، اور اب وہ تصدیق اور عمل کی تعمیر جو صرف گھنٹوں میں ممکن ہے، کی طرف منتقل ہو گئے ہیں۔ کمپنیاں چھاپ کے دوران مختلف چھاپوں کے درمیان مرکبات کو بھی آسانی سے تبدیل کر سکتی ہیں، جیسے سپر ملوی پاؤڈرز میں نکل کی مقدار۔ خوردگی کے مقابلے، مکینیکی مضبوطی، اور بلند درجہ حرارت پر استحکام جیسی خصوصیات کے لیے مواد کی آزمائش بھی بہتر ہو چکی ہے۔ مجموعی طور پر R&D کا وقت ایک درجہ بڑھ کر کم ہو گیا ہے، اور اس عمل میں ڈیٹا کی درستگی کا اعلیٰ معیار برقرار رکھا گیا ہے۔
چھاپ کے پیرامیٹرز، مائیکرو سٹرکچر، اور مکینیکی کارکردگی کا بند حلقہ انضمام
روایتی ت manufacturing کے طریقے نے اس بات کو تقریباً ناممکن بنا دیا ہے کہ ایک تیاری کے عمل میں داخل ہونے والی چیزوں کو اس سے نکلنے والی چیزوں، اس کے مائیکروسکوپک سطح پر کام کرنے کے طریقے، اور اس کی کارکردگی کے درمیان رابطہ قائم کیا جا سکے۔ آج کی دھاتوں کی چھاپنے کی ٹیکنالوجیاں اس رابطے کو ممکن بناتی ہیں۔ ان سائٹو مائیکروسکوپی (in situ microscopy) کے استعمال سے، ایک آپریٹر لیزر کی طاقت اور اسکین کی رفتار میں تبدیلیوں کی وجہ سے دانہ کی ساخت (grain structure) میں واقعی وقت (real-time) میں ہونے والی تبدیلیوں کا مشاہدہ اور ریکارڈ کر سکتا ہے۔ اس عمل سے پیش گوئی کرنے کی صلاحیتیں پیدا ہوتی ہیں جو یہ طے کرتی ہیں کہ مواد کتنی مضبوط یا کتنی لچکدار ہو سکتا ہے، بغیر کسی نمونہ کی ترمیم کے۔ اس عمل کی ایک بہترین مثال ٹائٹینیم کے ڈھانچوں (scaffolds) کی تیاری ہے۔ ان ڈھانچوں کو ایسی خلاؤں (porosity) کے ساتھ ڈیزائن کیا جا سکتا ہے جو بہت درست طریقے سے تنظیم شدہ ہو، اور نتیجتاً ان ڈھانچوں کی لچک کا ایک پہلے سے طے شدہ درجہ ہوتا ہے۔ یہ ٹیکنالوجی ہوائی جہازوں کے بریکٹس اور طبی پلانٹس دونوں کے لیے ٹائٹینیم کے ڈھانچوں کی تیاری کو آسان بناتی ہے، جہاں مضبوطی اور وزن کی بہترین توازن حاصل کرنا نہایت اہم ہوتا ہے۔ 'منصوبہ بندی شدہ مائیکرو سٹرکچر' (Microstructure by design) ایک اصطلاح ہے جو اس عمل کی وضاحت کرتی ہے جب فیز فیلڈ ماڈلنگ (phase field modeling) اور حرارتی شبیہ کشی (thermal simulation) کو ایک ساتھ استعمال کیا جاتا ہے۔ انجینئرز وہ خصوصیات کے اہداف درج کر سکتے ہیں جو وہ چاہتے ہیں؛ مثلاً، 650 ڈگری سیلسیس پر ییلڈ اسٹرینتھ (yield strength)، اور سسٹم خود بخود ایک مواد کی تیاری کا منصوبہ تیار کرتا ہے تاکہ پیداواری بیچوں (production batches) کے دوران ان اہداف کو قابل اعتماد طریقے سے حاصل کیا جا سکے۔

ٹاپالوجی اور لیٹس آپٹیمائزیشن کے ساتھ کارکردگی پر مبنی ڈیزائنز کو بہتر بنانا
مروجہ پیرامیٹرز اور مواد کے خلاف جدید ڈیزائن
دھاتی چھاپ کے ساتھ، روایتی تیاری کی پابندیاں جیسے ڈرافٹ اینگلز، یکساں دیوار کی موٹائی، اور آلات تک رسائی اب قابلِ اطلاق نہیں رہیں۔ ڈیزائنرز کو اب اپنے ڈیزائن میں کمی کرنے کی ضرورت نہیں ہے۔ نتیجتاً، انجینئرز ٹاپالوجی آپٹیمائزیشن کے طریقوں کو استعمال کر سکتے ہیں تاکہ لوڈ کے لیے زیادہ جواب دہ اجزاء تیار کیے جا سکیں۔ مواد کی ضرورت کے مطابق شامل کیا جاتا ہے اور ڈھانچہ طاقت، سختی، یا حرارتی کنٹرول کی مطلوبہ شرائط کو پورا کرنے کے لیے سب سے موثر ٹاپالوجی سے تشکیل پاتا ہے۔ کچھ نئے اجزاء مطلوبہ ساختی کارکردگی کی توقعات کو پورا کرتے ہیں جبکہ ان کا وزن 60-70 فیصد تک کم کر دیا جاتا ہے۔ صنعت میں، جدید کولنگ سسٹمز، متغیر کثافت والی خصوصی جالی ڈھانچے، اور قدرتی سٹرٹس درجہ حرارت کے کنٹرول، دھکے کے جذب اور وائبریشن کو کم کرنے میں کارکردگی بہتر بنانے میں مدد دے رہے ہیں۔ یہ بہتریاں ہوا بازی کے شعبے میں انتہائی اہم ہیں جہاں وزن کم کرنا ضروری ہے، توانائی کے شعبے میں جہاں کارکردگی سب سے اہم ہے، اور طبی آلات میں جو مختلف ساختی اور حرارتی حالتوں میں قابلِ اعتماد عمل کی ضرورت رکھتے ہیں۔ اب ہم ساختوں کو زیادہ موثر طریقے سے ڈیزائن کر رہے ہیں اور غیر ضروری مواد کو ختم کر رہے ہیں، بجائے اس کے کہ صرف اسے مطلوبہ کارکردگی کے لیے ساختی طور پر مضبوط ڈیزائن کیا جائے۔
ڈیٹا-محور لیٹس ڈیزائن کے لیے جگہ پر تناؤ میپنگ اور فیز-فیلڈ ماڈلنگ کو اوزار کے طور پر استعمال کرنا
لیٹس سٹرکچرز کو حالیہ سالوں میں کافی حد تک بہتر کیا گیا ہے۔ پچھلی نسل کی لیٹس سٹرکچرز میں نمونے اکثر غیر موثر تھے اور انہیں یکساں طور پر استعمال کیا جاتا تھا۔ اب ہم وہ ذہین سٹرکچرز دیکھ رہے ہیں جن کی کارکردگی کے نمونے جسامتی طور پر مختلف ہوتے ہیں، جو بڑے پیمانے پر طبیعیات اور حقیقی آزمائش کے اعداد و شمار پر مبنی ہوتے ہیں۔ لیٹس سٹرکچرز کی انجینئرنگ کے ساتھ مل کر، لیٹس سٹرکچرز کے لیے ایک ڈیزائن اس بنیاد پر تیار کیا جا سکتا ہے کہ کہاں صدمات کو جذب کیا جائے گا (آکسیٹک سٹرکچرز)، کہاں مضبوط/سرپورٹیو سٹرکچرز کی ضرورت ہوگی (آکٹیٹ ٹرَس سٹرکچرز)، اور کہاں لوڈ لاگو کیے جائیں گے۔ اس ڈیزائن کے طریقہ کار نے روایتی یکسانی طور پر استعمال ہونے والے ڈیزائن کے مقابلے میں توانائی جذب کرنے کی صلاحیت میں 30 فیصد اضافہ ظاہر کیا ہے۔ ڈیجیٹل ٹوئن کی مدد سے ڈیزائن کو اس کے نفاذ سے پہلے درست ثابت کیا جا سکتا ہے اور اس کی آزمائش کی جا سکتی ہے۔ اس ڈیزائن کے طریقہ کار کی وجہ سے 'فیڈ بیک لوپس' پیدا ہوتے ہیں، جہاں ڈیزائنز مزید بہتر اور درست ہوتے جاتے ہیں، کیونکہ مکینیکل ردعمل کے عمل کی پیش بینی زیادہ یقینی طریقے سے کی جا سکتی ہے۔
دھاتی چھاپ کے ذریعے ہدف کی طرف مُرکب ترقی
مُرکبات کے اندر مائیکرو سٹرکچرز کی انجینئرنگ: ٹائٹینیم-6الومینیم-4وانیڈیم، انکونیل 718، اور الومینیم سلیکن 10 میگنیشیم
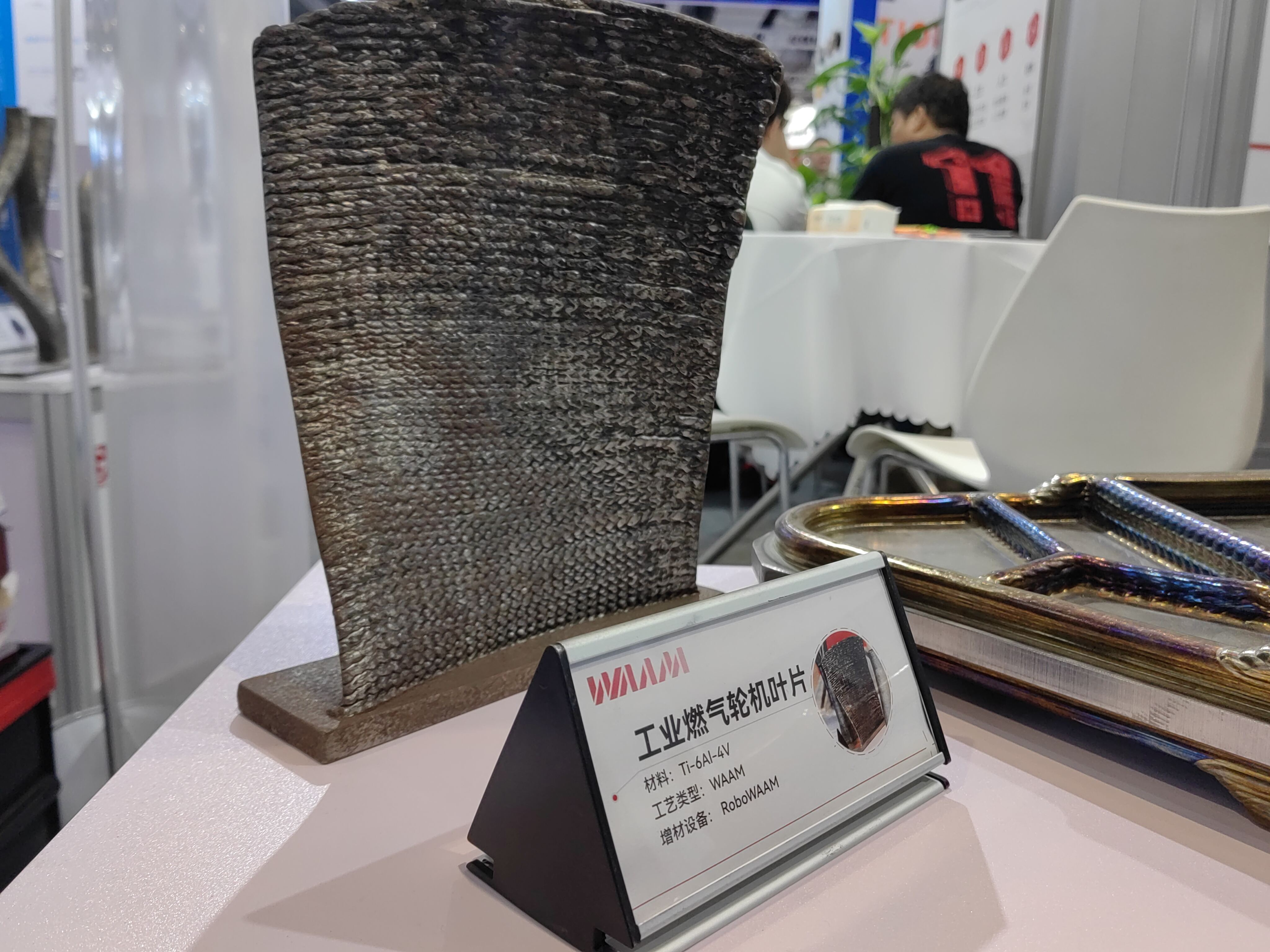
عملیات کے ذریعہ جامد ہونے اور حرارتی راستوں پر بہتر کنٹرول کی وجہ سے، دھاتوں کی چھاپ کشی اہم مِسَل (الائی) نظاموں کے اندر مائیکرو سٹرکچرل انجینئرنگ کو ممکن بناتی ہے۔ مثال کے طور پر Ti-6Al-4V لیجیے۔ تہہ وار اضافی تیاری (لیئرڈ ایڈیٹو مینوفیکچرنگ) مستحکم الفا-بیٹا فیز کے توازن کو ممکن بناتی ہے، جس سے اس الائی کی بلند سائیکل تھکاوٹ کے خلاف مزاحمت 40% تک بڑھ جاتی ہے، جب کہ اس کے مقابلے میں روٹھ (وراٹ) یا ڈھالا ہوا (کاسٹ) ورژن میں یہ مزاحمت کم ہوتی ہے۔ انکونیل 718 کے لیے، ٹھنڈا ہونے کی شرح کو کنٹرول کرنے کی صلاحیت سے گاما پرائم رسوبات کا میٹرکس میں باریک اور یکساں تقسیم ہوتا ہے، جس سے الائی کی 600 درجہ سیلسیس سے زیادہ درجہ حرارت پر کریپ مزاحمت بہتر ہوتی ہے۔ AlSi10Mg بھی اس ڈیزائن کے فلسفے سے بہتر ہوتا ہے۔ تیزی سے جامد ہونے سے سلیکون فیز کی شکل اور تقسیم دونوں میں تبدیلی آتی ہے، جس سے شدّت (ڈکٹائلٹی) 25% تک بڑھ جاتی ہے (اور ساتھ ہی سختی کے اچھے درجے برقرار رہتے ہیں، جو ہلکے وزن کے ڈیزائن کے لیے نہایت اہم ہوتے ہیں)۔
قابلِ چھاپ پاؤڈرز سے شروع کرتے ہوئے، عملکرد کے لیے مواد کو مناسب طریقے سے ڈیزائن کیا جاتا ہے (مثال کے طور پر: امپلینٹس کے لیے آکسیجن کنٹرول شدہ 316L)
اعلی کارکردگی کے نتائج کا سفر انجینئرڈ پاؤڈرز سے شروع ہوتا ہے: گیس اٹومائزڈ، کروی ذرات (15-45 مائیکرو میٹر سے زائد) بہاؤ، پیکنگ کثافت اور میلت پول کی استحکام میں مسلسل یکسانیت فراہم کرتے ہیں۔ اِمپلینٹ درجے کے سٹین لیس سٹیل 316L کے لیے آکسی جن کی مقدار کو آکسائیڈز کی تشکیل کو کنٹرول کرنے کے لیے سختی سے 200 ppm سے کم رکھا جاتا ہے، جو بائیو کمپیٹیبلٹی اور تھکاوٹ کی عمر کو متاثر کرنے والے شاملات کا باعث بن سکتے ہیں۔ مزید پروسیسنگ کارکردگی کو بہتر بناتی ہے:
تناؤ سے آزاد کرنے والے حرارتی علاج حرارتی گریڈیئنٹس کی وجہ سے پیدا ہونے والے باقی/مقفل تناؤ کے مسئلے کو دور کرتے ہیں۔
ہاٹ آئسو سٹیٹک پریسنگ (ہِپ) اندرونی خلائیت کو ختم کرتی ہے اور تھکاوٹ کے آستانے کو بڑھاتی ہے۔
پلازمہ نائٹرائڈنگ یا الیکٹرو کیمیکل پالش سطح کی کوروزن کے مقابلے میں مزاحمت بڑھاتی ہے۔
پورے عمل پر کنٹرول سے ایسے مواد حاصل ہوتے ہیں جن میں پری کلینیکل مطالعات میں روایتی طور پر تیار کردہ 316L کے مقابلے میں آسیو انٹیگریشن 50 فیصد بہتر ہوتی ہے— جو پاؤڈر کی خصوصیات، عمل کی ماہریت اور مرمت کے بعد کے علاج کی اہمیت کو ظاہر کرتا ہے جو مطلوبہ طبی نتائج کے لیے ضروری ہیں۔
دھاتی چھاپن میں عمل کے حکمت عملی انتخاب کے ذریعے مائیکرو سٹرکچر اور خصوصیات پر کنٹرول
دھاتوں کی چھاپنے کی صنعت میں بڑی تبدیلی آنے والی ہے، جو چھاپنے کے طریقوں — سلیکٹو لیزر میلنگ (SLM) اور ڈائریکٹڈ انرجی ڈیپوزیشن (DED) — کی ترقی کے ساتھ منسلک ہے۔ یہ طریقے صارفین کو چھپائی جانے والی مواد کی مائیکرو سٹرکچر کو موافقت دینے کی صلاحیت فراہم کرتے ہیں، جس میں خاص طور پر دھاتوں کی چھاپنے کے دوران ٹھوس حالت اور درجہ بندیوں کے تقسیم پر توجہ مرکوز کی جاتی ہے۔ DED اور SLM کے عمل کے ان پُٹس مختلف اور کنٹرول شدہ نتائج پیدا کرتے ہیں جو آخری مواد میں ظاہر ہوتے ہیں۔ ان ان پُٹس میں لیزر کی طاقت، اسکین کی رفتار، اور لیئر کی موٹائی شامل ہیں، جن کی طاقت کی حد 200 سے 1000 واٹ، رفتار 0.5 سے 15 میٹر/سیکنڈ، اور موٹائی 20 سے 100 مائیکرو میٹر ہے۔ ان کنٹرول شدہ نتائج میں مائیکرو گرینز کا سائز، فیز سٹرکچرز، اور موجودہ عیوب شامل ہیں، حالانکہ ان تک ہی محدود نہیں۔ SLM کو ہوائی جہاز کے انجن کے موصلی مواد کی تیاری کے لیے سب سے زیادہ معیار اور ضوابط کے مطابق انتہائی باریک مائیکرو سٹرکچر والے مواد تیار کرنے کے لیے جانا جاتا ہے، جہاں تھکاؤ کی خصوصیات سب سے بڑی تشویش کا باعث ہوتی ہیں۔ DED مکمل طور پر FAST میں مختلف ہے۔ DED چھاپنے کے دوران توانائی کے استعمال کو موافق بنانے کی وجہ سے متعدد دھاتوں کو ایک ساتھ ڈھالنے کے ساتھ چھوٹی سے بڑی صنعتی معیار کی ساختیں تیار کرنے کی صلاحیت رکھتا ہے۔ ان عملوں کے بارے میں سب سے معیاری معلومات یہ بتاتی ہیں کہ صارفین مواد کی خصوصیات اور استعمال کردہ عمل کے درمیان اب تک غیر موجود رشتے قائم کر سکتے ہیں، اور سب سے معیاری معلومات یہ بتاتی ہیں کہ ان عملوں سے چھپے ہوئے اجزاء کی میکانیکی تصدیق کے لیے درکار وقت تین میں سے دو تہائی تک کم کر دیا جا سکتا ہے۔ یہ دعویٰ درست ہے جب اجزاء کو صارفین کی طرف سے ISO/ASTM کے معیارات اور تناؤ کی طاقت، تھکاؤ کی خصوصیات، اور دراڑ کے مقابلے کی جانچ کے لیے مقررہ معیارات کے مطابق ڈیزائن کیا جائے۔
اکثر پوچھے گئے سوالات
دھات پرنٹنگ کیا ہے اور یہ مواد کی توثیق کو کس حد تک تیز کرتا ہے؟
دھات پرنٹنگ، بنیادی طور پر تیز رفتار پروٹوٹائپنگ کے لئے، مینوفیکچررز کو اضافی عمل کے ذریعے بیک وقت نئے مرکب بنانے اور اندازہ کرنے کے قابل بناتا ہے، ترقیاتی وقت کو مہینوں سے دنوں تک کم کرتا ہے.
دھات پرنٹنگ کس طرح Ti-6Al-4V جیسے مخصوص مرکبات کی ترقی کو فروغ دیتی ہے؟
دھات پرنٹنگ ریکارڈ شدہ تھرمل ہسٹری اور کنٹرول شدہ ٹھوس کاری کے ذریعے نشانہ بنایا گیا مائکرو اسٹریکچر انجینئرنگ کو قابل بناتی ہے ، جو مائکرو اسٹریکچرز کو بہتر بناتی ہے اور تھکاوٹ مزاحمت جیسی خصوصیات کو نمایاں طور پر بڑھا دیتی ہے۔
دھات پرنٹنگ میں ٹوپولوجی اور گرڈ اصلاحات کا اطلاق کرنے سے کیا فوائد حاصل ہوتے ہیں؟
دھات پرنٹنگ ٹوپولوجی کی اصلاح اور گرڈ ڈھانچے کے استعمال کو قابل بناتی ہے ، جس کے نتیجے میں ہلکے اور زیادہ موثر حصے پیدا ہوتے ہیں ، اس طرح ایرو اسپیس ، توانائی اور طبی جیسے صنعتوں میں کارکردگی کو بہتر بناتے ہیں۔
دھات پرنٹنگ کے عمل میں بند لوپ انضمام سے کیا فوائد پیدا ہوتے ہیں؟
بند حلقہ ایکسیلیشن (کلوزڈ-لوپ انٹیگریشن) مواد کی مائیکرو سٹرکچر اور مکینیکل کارکردگی کی پیش بینی کو بہتر بناتی ہے، جس کے ذریعے مواد کی مضبوطی اور لچک کا اندازہ لگایا جا سکتا ہے بغیر کسی جسمانی ٹیسٹنگ کے۔