
U skladu s člankom 3. stavkom 2.
Smanjenje vremena razvoja legure od mjeseci do dana
Razvoj novih legura je revolucionarno promijenjen metalnim tiskanjem. Proizvođači su se preselili na potpuno integrisane procese, koji su smanjeni od testiranja kroz odlijevanje, kovanje i druge procese koji su se dogodili tijekom nekoliko mjeseci, do potvrđivanja i izgradnje procesa koji se događaju u nekoliko sati. Tvrtke također mogu lako mijenjati sastav, kao što je sadržaj nikla u prahu superlegura, između tiraža. Također je unaprijeđeno ispitivanje materijala na svojstva poput otpornosti na koroziju, mehaničke čvrstoće i stabilnosti pri visokim temperaturama. Ukupno vrijeme istraživanja i razvoja smanjeno je za red veličine, a proces je zadržao visok stupanj integriteta podataka.
Integriranje parametara štampe, mikrostrukture i mehaničkih performansi u zatvorenoj petlji
Tradicionalne metode proizvodnje gotovo su nam bile nemoguće povezati ono što ulazi u proizvodni proces s onim što iz njega izlazi, kako radi na mikroskopskom nivou i koliko dobro djeluje. Današnje tehnologije za metalno tiskanje mogu to povezati. Koristeći mikroskop in situ, operater može promatrati i dokumentirati promjene strukture zrna u stvarnom vremenu koje proizlaze iz promjena laserske snage i brzine skeniranja. Ovaj proces razvija predviđanje sposobnosti koje određuju koliko je jak ili kako fleksibilni materijali mogu postati bez bilo promjena uzorka. Dobar primjer ovog procesa je proizvodnja titanijskih skela. Ove skele mogu biti dizajnirane s fino podešenom poroznošću, i kao rezultat toga, skele imaju unaprijed određenu razinu elastičnosti. Ova tehnologija olakšava proizvodnju titanijskih skela za zračne i svemirske nosile, kao i medicinske implantate, gdje je optimizacija snage i težine ključna. Mikrostruktura po dizajnu je fraza koja se koristi za opisivanje onoga što se događa kada se fazno polje modeliranje i toplinska simulacija koriste u tandemu. Inženjeri mogu uneti željene ciljeve svojstava; na primjer, snagu prinosa od 650 stupnjeva Celzijusa, a sustav autonomno stvara plan obrade materijala kako bi se ciljevi pouzdano postigli u proizvodnim serijama.

Optimizacija dizajna usmjerenih na performanse s topologijom i optimizacijom rešetke
Inovativni dizajn koji se suprotstavlja uobičajenim parametrima i materijalima
S metalnim tiskanjem, tradicionalna ograničenja proizvodnje više nisu primjenjiva, uključujući uglove potiska, jednake debljine zidova i pristup alatima. Dizajneri više ne moraju kompromitirati svoje dizajne. Kao rezultat toga, inženjeri mogu koristiti metode optimizacije topologije za izradu dijelova koji reagiraju na opterećenja. U slučaju da je potrebno, dodaju se materijali, a kostur se sastoji od najuspješnije topologije kako bi se ispunili željeni zahtjevi za čvrstoću, krutost ili toplinsku kontrolu. Neke nove komponente ispunjavaju željena očekivanja u pogledu strukturnih performansi, dok smanjuju svoju težinu čak i za 60-70%. U industriji napredni sustavi hlađenja, prilagođene rešetke s promjenjivom gustoćom i prirodni podsticaji poboljšavaju performanse u kontroli temperature, absorpciji udaraca i smanjenju vibracija. Ova poboljšanja ključna su u zrakoplovnoj industriji gdje je potrebno uštedjeti težinu, energetskom sektoru gdje je učinkovitost od najveće važnosti te u medicinskim uređajima koji zahtijevaju pouzdan rad u mnogim strukturnim i toplinskim stanjima. Sada dizajniramo strukture optimalno i uklanjamo višak materijala umjesto da ih dizajniramo kako bi bile strukturno zdrave na željenu izvedbu.
In situ strain maping i fazno-polje modeliranje kao alati za dizajn mrežnice na temelju podataka
Structura rešetke značajno je napredovala posljednjih godina. Uzorci u prethodnim generacijama mrežnih struktura često nisu optimizirani i tretirani su isto. Sada vidimo pametne strukture s prostorno različitim funkcionalnim dizajnima zasnovanim na fizici velikih razmjera i stvarnim testnim podacima. Zajedno s inženjeringom mrežnih struktura. U slučaju da se ne primjenjuje sustav za upravljanje snagama, sustav za upravljanje snagama može se koristiti za upravljanje snagama. U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, za proizvodnju električne energije u skladu s člankom 3. stavkom 2. točkom (a) ovog članka, proizvođač mora upotrijebiti: Digitalni blizanac ima sposobnost provjere i testiranja dizajna prije nego što se implementira. Zbog ove metodologije dizajniranja, povratne petlje stvaraju se gdje su dizajni postali optimiziraniji i precizniji kako se mehanički procesi odgovora predviđaju s većom sigurnošću.
Ciljani razvoj legura putem metalnog tiskanja
Inženjerski mikrostrukturi unutar sustava legura: Ti-6Al-4V, Inconel 718 i AlSi10Mg
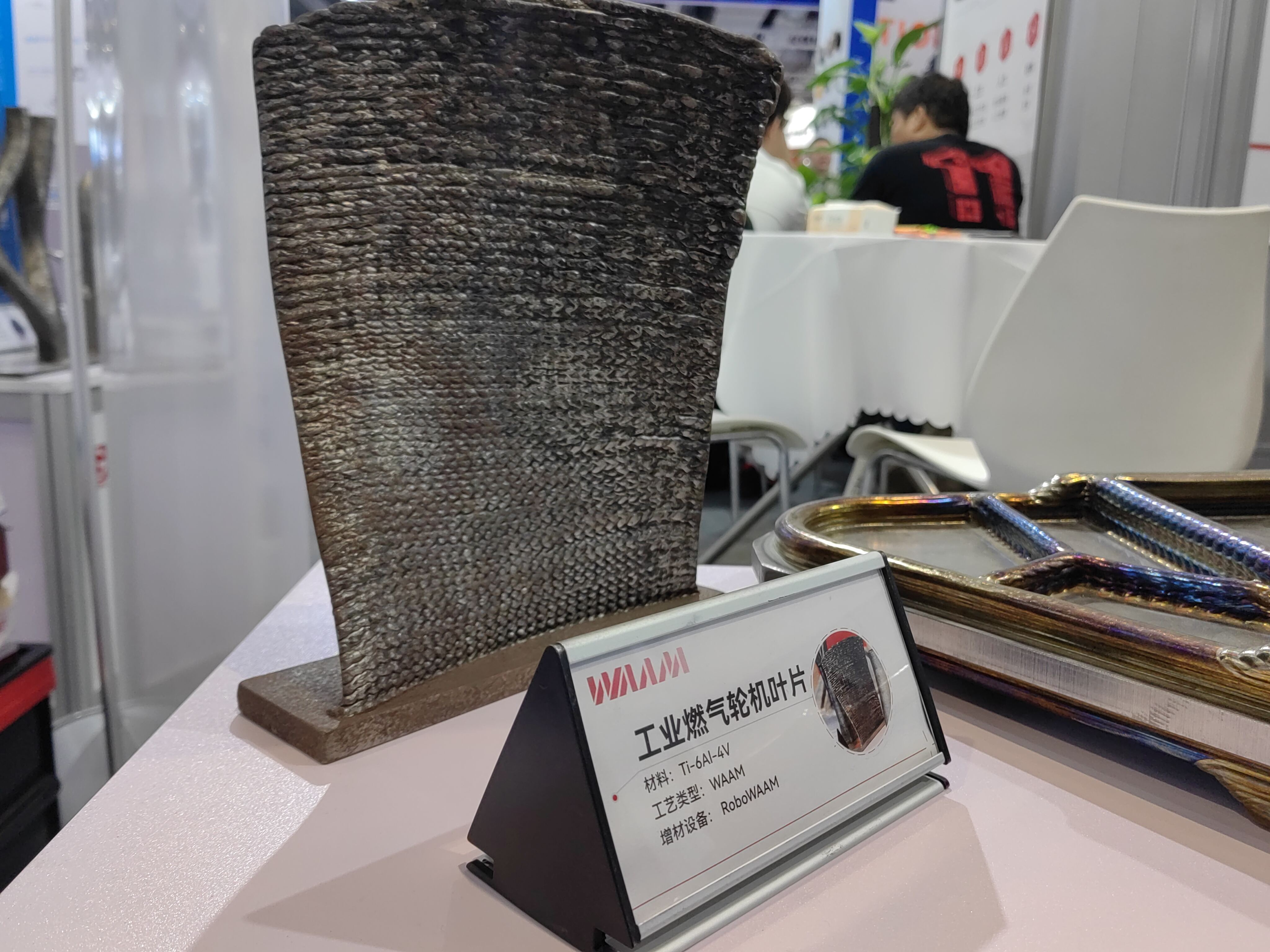
Zbog poboljšane kontrole o čvrstoći i toplotnim putevima koje diktira proces, metalni štampanje omogućuje mikrostrukturno inženjerstvo unutar kritičnih sustava legura. Uzmimo Ti-6Al-4V na primjer. Složeni aditivni proizvodnja omogućuje stabilnu alfa-beta fazu ravnotežu koja poboljšava otpornost na visok ciklus umor za ovu legure za 40% u usporedbi s kovanim ili livenim verzijama. Za Inconel 718, sposobnost kontrole brzine hlađenja dovodi do fine i ravnomjerne disperzije primarnih gammatičnih obilježja diljem matrice, poboljšavajući otpornost legure na puzanje na temperaturama većim od 600 stupnjeva Celzijusa. AlSi10Mg također je poboljšan ovom filozofijom dizajna. Brzo učvršćivanje mijenja oblik i raspodjelu silicijumske faze, poboljšavajući fleksibilnost za 25% (zajedno s dobrim razinama tvrdoće, što je kritično za lagan dizajn).
Počinjući od dna kao štampajući prah do materijala prilagođenih za performanse (tj. (između ostalih)
Putovanje visokih performansi počinje s inženjerskim prahom: gasom atomiziranim, kugličnim česticama (15-45 plus m) donose konzistentnost protoka, gustoću pakiranja i stabilnost topljivog bazena. Za nehrđajući čelik 316L klase implantata sadržaj kisika mora biti ispod 200 ppm kako bi se strogo kontroliralo stvaranje oksida koji bi uzrokovali uključivanje koje utječe na biokompatibilnost i životnost. Daljnja obrada poboljšava performanse:
Termalni tretmani za ublažavanje stresa rješavaju problem rezidualnih/začepljenih stresa uzrokovanih toplinskim gradijentom.
Izostatičko pršenje na vrućini (HIP) uklanja unutarnju poroznost i povećava prag umora.
Plazma nitridiranje ili elektrohemijsko poliranje poboljšava otpornost površine na koroziju.
Kontrola cijelog procesa daje materijale s 50% boljom osteointegracijom u prekliničkim studijama od tradicionalno obrađenih 316L, što pokazuje važnost karakterizacije praha, obrade procesa i naknadnog liječenja za željeni klinički ishod.
Kontrola mikrostrukture i svojstava putem strateškog odabiru procesa u metalnom tisku
Velika promjena dolazi u industriji metalnog štampanja s razvojem metoda štampanja: selektivno lasersko topljenje (SLM) i usmjerena energetska deponija (DED). Te tehnike omogućuju korisnicima prilagođavanje mikrostrukture štampanih materijala, usredotočujući se na raspodjelu čvrstih stanja i faza metala tijekom tiskanja. Ulaz u procese DED-a i SLM-a proizvodi mnoge različite i kontrolirane rezultate u konačnom materijalu. Ulazni materijali uključuju: lasersku snagu, brzinu skeniranja i debljinu sloja s ulaznim snagama od 200 do 1000 W, brzine od 0,5 - 15 m/s i debljinu od 20 - 100 μm, odnosno. U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, za sve vrste proizvoda, koji se upotrebljavaju u proizvodnji, za koje se primjenjuje ovaj članak, utvrđuju se sljedeći kriteriji: SLM je poznat po proizvodnji ultra-finih mikro-struktura najviših standarda i propisa potrebnih za provodne materijale zrakoplovnih motora gdje su svojstva umorstva najveća briga. DED je potpuno drugačiji u FAST. DED je u stanju proizvesti izuzetno industrijski visokokvalitetne male i velike strukture s odlivanjem u tisku više metala zbog manipulacije energijom tijekom tiskanja. Najkvalitativnije informacije o tim postupcima navode da korisnici mogu utvrditi korelacije koje ranije nisu postojale između svojstava materijala i korištenog postupka, a najkvalitativnije informacije navode da ti procesi smanjuju vrijeme potrebno za mehaničko certificiranje štampanih dijelova za 2/3. U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, proizvođači mogu upotrebljavati proizvode koji su proizvedeni u skladu s člankom 3. stavkom 1. točkom (a) ovog članka.
ČESTO POSTAVLJANA PITANJA
Što je to metalno tiskanje i koliko brzo omogućuje provjeru materijala?
Metalni štampanje, prvenstveno za brzu proizvodnju prototipa, omogućuje proizvođačima da istodobno stvaraju i procjenjuju nove legure pomoću dodatnih procesa, smanjujući vrijeme razvoja od mjeseci do dana.
Kako štampanje metala poboljšava razvoj specifičnih legura poput Ti-6Al-4V?
Metalni štampanje omogućuje ciljani inženjering mikrostruktura kroz zabilježenu toplinsku povijest i kontroliranu učvršćivanje, što poboljšava mikrostrukture i značajno poboljšava svojstva kao što su otpornost na umor.
Koje prednosti dolaze s primjenom topologije i rešetke optimizacije u metal štampanje?
Metalni štampanje omogućuje upotrebu topološke optimizacije i mrežastih struktura, što rezultira lakšim i učinkovitijim dijelovima, čime se poboljšava performansa u industrijama kao što su zrakoplovstvo, energija i medicina.
Koje su prednosti integracije zatvorenih petlja u procese štampanja metala?
Integriranje zatvorene petlje poboljšava predvidljivost mikrostrukture i mehaničkih performansi materijala, omogućavajući procjenu čvrstoće i fleksibilnosti materijala bez potrebe za fizičkim testiranjem.