
त्वरित प्रोटोटाइपिंग के माध्यम से नई सामग्रियों के मान्यन को तेज़ करना
मिश्र धातु विकास के समय को महीनों से घटाकर दिनों में करना
धातु मुद्रण ने नई मिश्र धातुओं के विकास को क्रांतिकारी रूप से बदल दिया है। निर्माताओं ने पूर्णतः एकीकृत प्रक्रियाओं की ओर प्रवृत्ति दिखाई है, जिन्हें पहले महीनों तक चलने वाली ढलाई, फोर्जिंग और अन्य प्रक्रियाओं के माध्यम से परीक्षण किया जाता था, जबकि अब वैधीकरण और प्रक्रिया निर्माण केवल कुछ घंटों में पूरा किया जा सकता है। कंपनियाँ प्रिंट रन के बीच सुपर-मिश्र धातु पाउडर में निकल की मात्रा जैसे संरचनात्मक संशोधन भी आसानी से कर सकती हैं। संक्षारण प्रतिरोध, यांत्रिक शक्ति और उच्च तापमान स्थायित्व जैसे गुणों के लिए सामग्री परीक्षण को भी उन्नत किया गया है। कुल अनुसंधान एवं विकास (R&D) समय में एक क्रम की कमी आई है, और प्रक्रिया में डेटा अखंडता का उच्च स्तर बनाए रखा गया है।
मुद्रण पैरामीटर, सूक्ष्म संरचना और यांत्रिक प्रदर्शन का बंद-लूप एकीकरण
पारंपरिक विनिर्माण विधियों के कारण एक विनिर्माण प्रक्रिया में क्या प्रवेश करता है, उससे क्या निकलता है, वह सूक्ष्म स्तर पर कैसे कार्य करती है, और उसका प्रदर्शन कितना अच्छा है—इन सभी बातों को आपस में जोड़ना लगभग असंभव हो गया है। आज की धातु मुद्रण प्रौद्योगिकियाँ इस संबंध को स्थापित कर सकती हैं। स्थानीय सूक्ष्मदर्शी (इन सिटू माइक्रोस्कोपी) का उपयोग करके, एक ऑपरेटर लेज़र शक्ति और स्कैन गति में परिवर्तनों के कारण दाने की संरचना में होने वाले वास्तविक समय के परिवर्तनों का अवलोकन और दस्तावेज़ीकरण कर सकता है। यह प्रक्रिया भविष्यवाणी करने की क्षमता विकसित करती है, जो बिना किसी नमूना संशोधन के यह निर्धारित कर सकती है कि सामग्री कितनी मज़बूत या कितनी लचीली हो सकती है। इस प्रक्रिया का एक उत्कृष्ट उदाहरण टाइटेनियम स्कैफ़ोल्ड्स के निर्माण में देखा जा सकता है। इन स्कैफ़ोल्ड्स को ऐसी सूक्ष्म सुराख़दारता (पोरोसिटी) के साथ डिज़ाइन किया जा सकता है जिसे सटीक रूप से समायोजित किया गया हो, और परिणामस्वरूप इन स्कैफ़ोल्ड्स की लोच (इलास्टिसिटी) का एक पूर्वनिर्धारित स्तर होता है। यह प्रौद्योगिकि एयरोस्पेस ब्रैकेट्स के लिए टाइटेनियम स्कैफ़ोल्ड्स के उत्पादन को सुविधाजनक बनाती है, साथ ही चिकित्सा प्रत्यारोपणों के लिए भी, जहाँ शक्ति और भार के अनुकूलन की आवश्यकता होती है। 'डिज़ाइन द्वारा सूक्ष्मसंरचना' (माइक्रोस्ट्रक्चर बाय डिज़ाइन) यह वह अवधारणा है जो तब उत्पन्न होती है जब चरण क्षेत्र मॉडलिंग (फ़ेज़ फ़ील्ड मॉडलिंग) और तापीय सिमुलेशन का एक साथ उपयोग किया जाता है। इंजीनियर वांछित गुणों के लक्ष्यों को इनपुट कर सकते हैं; उदाहरण के लिए, 650 डिग्री सेल्सियस पर एक यील्ड स्ट्रेंथ, और प्रणाली स्वतः ही उत्पादन बैचों के आरोपण के दौरान इन लक्ष्यों को विश्वसनीय रूप से प्राप्त करने के लिए एक सामग्री प्रसंस्करण योजना बना देती है।

टॉपोलॉजी और लैटिस अनुकूलन के साथ प्रदर्शन-आधारित डिज़ाइन का अनुकूलन
पारंपरिक मापदंडों और सामग्रियों को चुनौती देने वाला नवाचारी डिज़ाइन
धातु मुद्रण के साथ, पारंपरिक निर्माण बाधाएँ अब लागू नहीं होती हैं, जिनमें ढाल कोण, एकसमान दीवार की मोटाई और उपकरण पहुँच शामिल हैं। डिज़ाइनरों को अब अपने डिज़ाइनों में समझौता करने की आवश्यकता नहीं है। इस परिणामस्वरूप, इंजीनियर भार के प्रति अधिक प्रतिक्रियाशील भागों को बनाने के लिए टॉपोलॉजी अनुकूलन विधियों का उपयोग कर सकते हैं। आवश्यकता के अनुसार सामग्री को जोड़ा जाता है और कंकाल वह सबसे कुशल टॉपोलॉजी से बना होता है जो आवश्यक शक्ति, दृढ़ता या तापीय नियंत्रण की आवश्यकताओं को पूरा करता है। कुछ नए घटकों ने अपेक्षित संरचनात्मक प्रदर्शन की आवश्यकताओं को पूरा किया है, जबकि उनके भार को 60–70% तक कम कर दिया गया है। उद्योग में, उन्नत शीतलन प्रणालियाँ, परिवर्तनशील घनत्व वाली विशिष्ट जाल संरचनाएँ और प्राकृतिक आधार स्ट्रट्स तापमान नियंत्रण, झटका अवशोषण और कंपन कम करने में प्रदर्शन में सुधार कर रहे हैं। ये सुधार एयरोस्पेस उद्योगों में महत्वपूर्ण हैं, जहाँ भार कम करना आवश्यक है; ऊर्जा क्षेत्र में, जहाँ दक्षता सर्वोच्च प्राथमिकता है; और चिकित्सा उपकरणों में, जिन्हें कई संरचनात्मक और तापीय स्थितियों में विश्वसनीय संचालन की आवश्यकता होती है। अब हम संरचनाओं को अधिक आदर्श रूप से डिज़ाइन कर रहे हैं और अतिरिक्त सामग्री को हटा रहे हैं, बजाय इसके कि हम केवल इसे अपेक्षित प्रदर्शन पर संरचनात्मक रूप से दृढ़ बनाने के लिए डिज़ाइन करें।
डेटा-आधारित लैटिस डिज़ाइन के लिए इन सिटू विकृति मैपिंग और फेज़-फील्ड मॉडलिंग के रूप में उपकरण
जाली संरचनाओं में हाल के वर्षों में काफी प्रगति हुई है। पिछली पीढ़ियों की जाली संरचनाओं में पैटर्न अक्सर अनुकूलित नहीं होते थे और उन्हें समान रूप से इस्तेमाल किया जाता था। अब हम बड़े पैमाने पर भौतिकी और वास्तविक परीक्षण डेटा के आधार पर स्थानिक रूप से परिवर्तनशील कार्यात्मक डिज़ाइन वाली बुद्धिमान संरचनाएँ देख रहे हैं। जाली संरचनाओं के इंजीनियरिंग के साथ-साथ, जाली संरचनाओं के लिए एक डिज़ाइन इस आधार पर बनाया जा सकता है कि प्रभाव कहाँ अवशोषित किए जाएँगे (ऑक्सेटिक संरचनाएँ), कहाँ मज़बूत/सहायक संरचनाओं की आवश्यकता होगी (ऑक्टेट ट्रस संरचनाएँ), और कहाँ भार लगाए जाएँगे। इस डिज़ाइन पद्धति से ऊर्जा अवशोषण में पारंपरिक समान रूप से उपयोग की गई डिज़ाइन की तुलना में 30% की वृद्धि देखी गई है। डिजिटल ट्विन की सहायता से डिज़ाइन को लागू करने से पहले उसका मान्यन और परीक्षण किया जा सकता है। इस डिज़ाइन पद्धति के कारण 'फीडबैक लूप' बनते हैं, जहाँ डिज़ाइन अधिक अनुकूलित और सटीक होते जाते हैं, क्योंकि यांत्रिक प्रतिक्रिया प्रक्रियाओं की भविष्यवाणी अधिक निश्चितता के साथ की जा सकती है।
धातु मुद्रण के माध्यम से लक्षित मिश्र धातु विकास
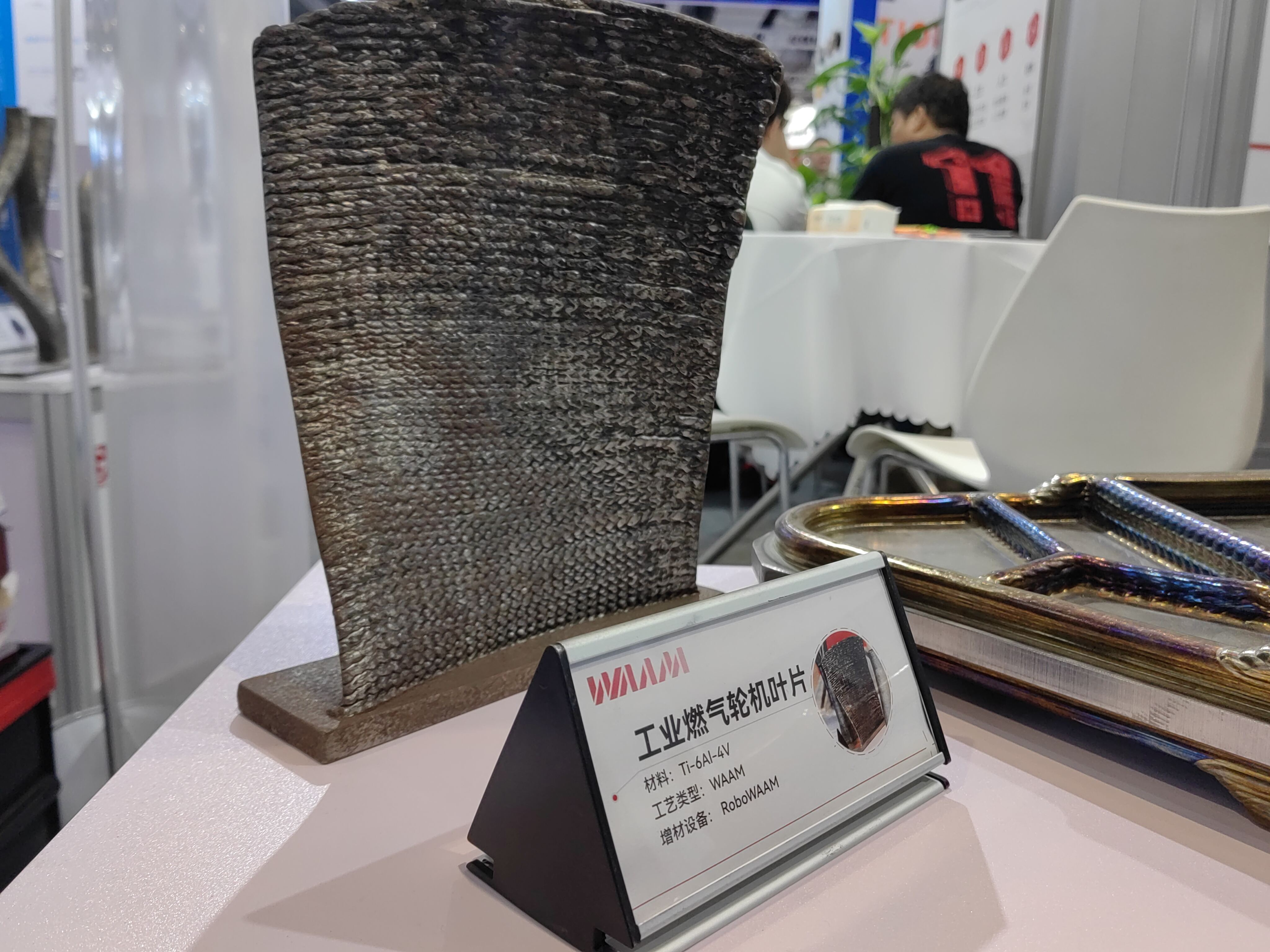
मिश्र धातु प्रणालियों के भीतर सूक्ष्मसंरचनाओं का अभियांत्रिकी: टाइटेनियम-6एल्यूमीनियम-4वैनेडियम (Ti-6Al-4V), इनकोनेल 718, और एल्यूमीनियम-सिलिकॉन-10मैग्नीशियम (AlSi10Mg)
प्रक्रिया द्वारा निर्धारित ठोसीकरण और तापीय पथों पर सुधारित नियंत्रण के कारण, धातु मुद्रण महत्वपूर्ण मिश्र धातु प्रणालियों के भीतर सूक्ष्मसंरचनात्मक इंजीनियरिंग को सक्षम बनाता है। उदाहरण के लिए Ti-6Al-4V लें। स्तरित योगात्मक विनिर्माण एक स्थिर अल्फा-बीटा चरण संतुलन को सक्षम करता है, जो इस मिश्र धातु के उच्च चक्र थकान प्रतिरोध को घाटे या ढलवाँ संस्करणों की तुलना में 40% तक बढ़ा देता है। Inconel 718 के लिए, ठंडा होने की दर पर नियंत्रण की क्षमता गामा प्राइम अवक्षेपों के मैट्रिक्स में सूक्ष्म और समान वितरण को सक्षम करती है, जिससे 600 डिग्री सेल्सियस से अधिक तापमान पर मिश्र धातु के रिपरण प्रतिरोध में सुधार होता है। AlSi10Mg भी इस डिज़ाइन दर्शन द्वारा सुधारित होता है। तीव्र ठोसीकरण सिलिकॉन चरण के आकार और वितरण दोनों को बदल देता है, जिससे तन्यता में 25% की वृद्धि होती है (साथ ही कठोरता के अच्छे स्तर भी प्राप्त होते हैं, जो हल्के वजन वाले डिज़ाइन के लिए महत्वपूर्ण हैं)।
मुद्रण योग्य चूर्णों से शुरू करते हुए, प्रदर्शन के लिए अनुकूलित सामग्री तक (अर्थात्, प्रत्यारोपणों के लिए ऑक्सीजन नियंत्रित 316L)
उच्च प्रदर्शन वाले परिणामों की यात्रा इंजीनियर्ड पाउडर्स के साथ शुरू होती है: गैस एटमाइज़्ड, गोलाकार कण (15-45 माइक्रोमीटर से अधिक) प्रवाह, पैकिंग घनत्व और मेल्ट पूल की स्थिरता में सुसंगतता प्रदान करते हैं। इम्प्लांट-ग्रेड 316L स्टेनलेस स्टील के लिए, ऑक्साइड के निर्माण को नियंत्रित करने के लिए ऑक्सीजन सामग्री को कड़ाई से 200 ppm से कम रखा जाता है, जो जैव-संगतता और थकान आयु को प्रभावित करने वाले अशुद्धि समावेशन का कारण बन सकते हैं। आगे की प्रक्रिया प्रदर्शन को बढ़ाती है:
तनाव-मुक्त ऊष्मा उपचार तापीय प्रवणताओं के कारण उत्पन्न अवशिष्ट/अवरुद्ध तनाव की समस्या का सामना करते हैं।
हॉट आइसोस्टैटिक प्रेसिंग (HIP) आंतरिक सुषिरता को दूर करती है और थकान के दहलीज़ को बढ़ाती है।
प्लाज्मा नाइट्राइडिंग या इलेक्ट्रोकेमिकल पॉलिशिंग सतह की संक्षारण प्रतिरोधकता में सुधार करती है।
पूर्व-नैदानिक अध्ययनों में, संपूर्ण प्रक्रिया के नियंत्रण से प्राप्त सामग्री में पारंपरिक रूप से प्रसंस्कृत 316L की तुलना में ऑसियोइंटीग्रेशन में 50% बेहतर परिणाम प्राप्त हुए—जो चूर्ण विशेषता निर्धारण, प्रक्रिया की गुणवत्ता और अभिप्रेत नैदानिक परिणाम के लिए उपचारोत्तर चरण के महत्व को दर्शाता है।
धातु मुद्रण में प्रक्रियाओं के रणनीतिक चयन के माध्यम से सूक्ष्मसंरचना और गुणों पर नियंत्रण
धातु मुद्रण उद्योग में चुनिंदा लेज़र गलन (SLM) और निर्देशित ऊर्जा निक्षेपण (DED) जैसी मुद्रण पद्धतियों के विकास के साथ एक बड़ा बदलाव आ रहा है। ये तकनीकें उपयोगकर्ताओं को मुद्रित सामग्रियों की सूक्ष्म संरचना को अनुकूलित करने की क्षमता प्रदान करती हैं, जिसमें मुद्रण के दौरान धातुओं की ठोस अवस्थाओं और चरणों के वितरण पर ध्यान केंद्रित किया जाता है। DED और SLM की प्रक्रियाओं में प्रविष्टि करने वाले घटकों से अंतिम सामग्री में कई विभिन्न और नियंत्रित परिणाम प्राप्त होते हैं। इन प्रविष्टियों में लेज़र शक्ति, स्कैन गति और परत मोटाई शामिल हैं, जिनके मान क्रमशः 200 से 1000 वॉट, 0.5 से 15 मीटर/सेकंड और 20 से 100 माइक्रोमीटर हैं। इन नियंत्रित परिणामों में संरचना के सूक्ष्म-दानों का आकार, चरण संरचनाएँ और उपस्थित दोष शामिल हैं, हालाँकि ये इन्हीं तक सीमित नहीं हैं। SLM को विमान इंजनों की चालक सामग्रियों के लिए आवश्यक उच्चतम मानकों और विनियमों के अनुरूप अत्यंत सूक्ष्म सूक्ष्म संरचना वाली सामग्रियाँ उत्पन्न करने के लिए जाना जाता है, जहाँ थकान गुण (फैटिग प्रॉपर्टीज़) सबसे बड़ी चिंता का विषय हैं। DED पूरी तरह से FAST में भिन्न है। DED मुद्रण के दौरान ऊर्जा के हेरफेर के कारण कई धातुओं के एक साथ ढलवाँ निर्माण के साथ छोटी से बड़ी औद्योगिक उच्च गुणवत्ता वाली संरचनाएँ उत्पन्न करने में सक्षम है। इन प्रक्रियाओं के बारे में सबसे गुणात्मक जानकारी यह बताती है कि उपयोगकर्ता सामग्रियों के गुणों और उपयोग की गई प्रक्रियाओं के बीच पहले तक अज्ञात सहसंबंध स्थापित करने में सक्षम हैं; और सबसे गुणात्मक जानकारी यह भी बताती है कि ये प्रक्रियाएँ मुद्रित भागों के यांत्रिक प्रमाणन के लिए आवश्यक समय को 2/3 तक कम कर देती हैं। यह दावा सही है जब भागों को उपयोगकर्ताओं द्वारा ISO/ASTM और तन्य शक्ति, थकान गुणों और दरार प्रतिरोध के यांत्रिक गुणों के परीक्षण के लिए निर्धारित मानकों और विनियमों के अनुरूप डिज़ाइन किया जाता है।
पूछे जाने वाले प्रश्न
धातु मुद्रण क्या है और यह सामग्री मान्यता को कितनी तेज़ी से सुविधाजनक बनाता है?
धातु मुद्रण, मुख्य रूप से त्वरित प्रोटोटाइपिंग के लिए, निर्माताओं को अतिरिक्त प्रक्रियाओं के माध्यम से नए मिश्र धातुओं का निर्माण और मूल्यांकन एक साथ करने की अनुमति देता है, जिससे विकास समय महीनों से घटकर कुछ दिनों में हो जाता है।
Ti-6Al-4V जैसी विशिष्ट मिश्र धातुओं के लिए धातु मुद्रण विकास को किस प्रकार बढ़ाता है?
धातु मुद्रण दर्ज किए गए तापीय इतिहास और नियंत्रित सॉलिडिफिकेशन के माध्यम से लक्षित सूक्ष्म संरचना इंजीनियरिंग को सक्षम बनाता है, जिससे सूक्ष्म संरचनाओं में सुधार होता है तथा थकान प्रतिरोध जैसे गुणों में काफी सुधार होता है।
धातु मुद्रण में टॉपोलॉजी और लैटिस अनुकूलन के आवेदन से क्या लाभ प्राप्त होते हैं?
धातु मुद्रण टॉपोलॉजी अनुकूलन और लैटिस संरचनाओं के उपयोग को सक्षम बनाता है, जिससे हल्के और अधिक कुशल भाग बनते हैं, जिससे एयरोस्पेस, ऊर्जा और चिकित्सा जैसे क्षेत्रों में प्रदर्शन में सुधार होता है।
धातु मुद्रण प्रक्रियाओं के भीतर क्लोज़्ड-लूप एकीकरण से क्या लाभ उत्पन्न होते हैं?
बंद-लूप एकीकरण सामग्री के सूक्ष्मसंरचना और यांत्रिक प्रदर्शन की भविष्यवाणी करने की संभावना को बढ़ाता है, जिससे भौतिक परीक्षण की आवश्यकता के बिना सामग्री की शक्ति और लचीलापन का अनुमान लगाया जा सकता है।