
Beschleunigung der Validierung neuer Materialien mittels schneller Prototypenerstellung
Reduzierung der Legierungsentwicklungszeiten von Monaten auf Tage
Die Entwicklung neuer Legierungen wurde durch den Metall-Druck revolutioniert. Hersteller sind zu vollständig integrierten Prozessen übergegangen, bei denen sich die Zeitspanne für Tests – früher mittels Gießen, Schmieden und anderer Verfahren über mehrere Monate hinweg – auf die Validierung und Prozessentwicklung in wenigen Stunden verkürzt hat. Unternehmen können zudem zwischen Druckdurchläufen problemlos Zusammensetzungen anpassen, beispielsweise den Nickelgehalt in Superlegierungspulvern. Auch die Prüfung von Materialeigenschaften wie Korrosionsbeständigkeit, mechanischer Festigkeit und Hochtemperaturstabilität wurde vorangebracht. Die gesamte F&E-Zeit wurde um eine Größenordnung reduziert, wobei ein hohes Maß an Datenintegrität erhalten blieb.
Geschlossene Regelkreis-Integration von Druckparametern, Mikrostruktur und mechanischer Leistung
Traditionelle Fertigungsverfahren haben es nahezu unmöglich gemacht, die Eingangsmaterialien eines Fertigungsprozesses mit den daraus resultierenden Produkten, deren Funktionsweise auf mikroskopischer Ebene und deren Leistungsverhalten in Verbindung zu bringen. Die heutigen Metall-Drucktechnologien ermöglichen diese Verknüpfung. Mithilfe der In-situ-Mikroskopie kann ein Bediener in Echtzeit beobachten und dokumentieren, wie sich die Kornstruktur infolge von Änderungen der Laserleistung und der Scan-Geschwindigkeit verändert. Dieser Prozess entwickelt prädiktive Fähigkeiten, die bestimmen, wie fest oder wie flexibel Werkstoffe ohne jegliche Modifikation an Proben werden können. Ein hervorragendes Beispiel für diesen Prozess ist die Herstellung von Titan-Scaffolds. Diese Scaffolds können mit einer fein abgestimmten Porosität konzipiert werden, wodurch sie eine vorbestimmte Elastizitätsstufe aufweisen. Diese Technologie erleichtert die Produktion von Titan-Scaffolds für Luftfahrt-Befestigungselemente sowie für medizinische Implantate, bei denen eine Optimierung von Festigkeit und Gewicht entscheidend ist. Der Begriff „Mikrostruktur nach Design“ beschreibt das Ergebnis, wenn Phasenfeldmodellierung und thermische Simulation gemeinsam eingesetzt werden. Ingenieure können die gewünschten Materialeigenschaften vorgeben – beispielsweise eine Streckgrenze von 650 MPa – und das System erstellt autonom einen Werkstoffverarbeitungsplan, um diese Zielwerte zuverlässig über alle Produktionschargen hinweg zu erreichen.

Optimierung leistungsorientierter Konstruktionen mit Topologie- und Gitteroptimierung
Innovative Konstruktion, die herkömmliche Parameter und Materialien in Frage stellt
Bei der Metall-Additivfertigung entfallen traditionelle Fertigungsbeschränkungen wie Zugwinkel, einheitliche Wandstärken und Werkzeugzugänglichkeit. Konstrukteure müssen ihre Entwürfe nicht mehr einschränken. Dadurch können Ingenieure Topologieoptimierungsverfahren nutzen, um Bauteile zu entwickeln, die sich gezielter an Lasten anpassen. Material wird nur dort hinzugefügt, wo es erforderlich ist, und das Gerüst besteht aus der effizientesten Topologie, um die gewünschten Anforderungen hinsichtlich Festigkeit, Steifigkeit oder thermischer Kontrolle zu erfüllen. Einige neue Komponenten erfüllen die geforderte strukturelle Leistung, während ihr Gewicht um bis zu 60–70 % reduziert wird. In der Industrie verbessern fortschrittliche Kühlsysteme, maßgeschneiderte Gitterstrukturen mit variabler Dichte sowie natürliche Streben die Leistung bei Temperaturregelung, Stoßdämpfung und Schwingungsreduzierung. Diese Verbesserungen sind entscheidend für die Luft- und Raumfahrtindustrie, wo Gewichtseinsparungen unerlässlich sind, für den Energiesektor, bei dem Effizienz oberstes Gebot ist, sowie für medizinische Geräte, die zuverlässig über zahlreiche strukturelle und thermische Zustände hinweg funktionieren müssen. Wir gestalten Strukturen heute optimaler und entfernen überflüssiges Material, statt lediglich sicherzustellen, dass sie bei der gewünschten Leistung strukturell tragfähig sind.
In-situ-Dehnungsabbildung und Phasenfeldmodellierung als Werkzeuge für datengestütztes Gitterdesign
Gitterstrukturen haben in den letzten Jahren erhebliche Fortschritte gemacht. Muster bei früheren Generationen von Gitterstrukturen waren oft nicht optimiert und wurden einheitlich behandelt. Heute sehen wir intelligente Strukturen mit räumlich variierenden funktionalen Designs, die auf großskaligen physikalischen Modellen und realen Testdaten beruhen. Diese werden in Verbindung mit der Konstruktion der Gitterstrukturen entwickelt. Ein Design für Gitterstrukturen kann beispielsweise darauf basieren, wo Aufprallenergie absorbiert wird (auxetische Strukturen), wo stärkere bzw. tragfähigere Strukturen erforderlich sind (Octet-Truss-Strukturen) und wo Lasten eingeleitet werden. Diese Entwurfsmethodik hat im Vergleich zu einer herkömmlichen, gleichmäßig ausgeführten Gestaltung eine Steigerung der Energieabsorption um 30 % gezeigt. Ein digitaler Zwilling ermöglicht es, ein Design zu validieren und zu testen, bevor es implementiert wird. Durch diese Entwurfsmethodik entstehen sogenannte „Feedback-Schleifen“, bei denen die Designs zunehmend optimierter und genauer werden, da die mechanischen Reaktionsprozesse mit einer höheren Zuverlässigkeit vorhergesagt werden können.
Gezielte Legierungsentwicklung durch Metall-Druckverfahren
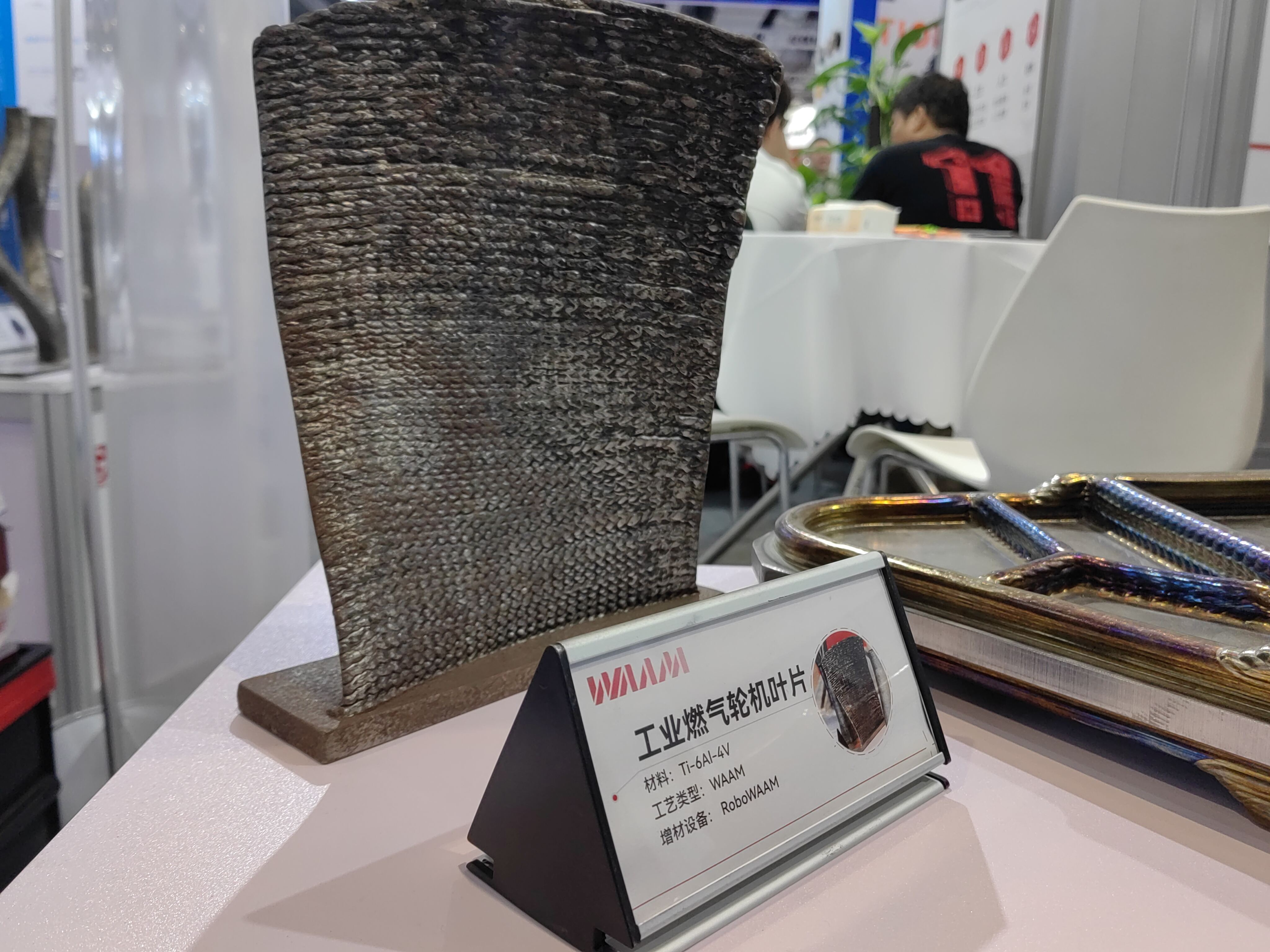
Entwicklung von Mikrostrukturen innerhalb von Legierungssystemen: Ti-6Al-4V, Inconel 718 und AlSi10Mg
Dank verbesserter Kontrolle über die Erstarrung und die thermischen Wege, die durch das Verfahren vorgegeben sind, ermöglicht das metallische Drucken eine gezielte Gestaltung der Mikrostruktur in kritischen Legierungssystemen. Nehmen wir beispielsweise Ti-6Al-4V. Durch die schichtweise additive Fertigung lässt sich ein stabiles Alpha-Beta-Phasengleichgewicht einstellen, wodurch die Widerstandsfähigkeit dieser Legierung gegenüber Hochzyklus-Ermüdung im Vergleich zu geschmiedeten oder gegossenen Varianten um 40 % verbessert wird. Bei Inconel 718 führt die kontrollierte Abkühlgeschwindigkeit zu einer feinen und gleichmäßigen Verteilung von Gamma-Prim-Ausscheidungen in der Matrix, was die Kriechfestigkeit der Legierung bei Temperaturen über 600 Grad Celsius erhöht. Auch AlSi10Mg profitiert von dieser Konstruktionsphilosophie: Die schnelle Erstarrung verändert sowohl Form als auch Verteilung der Siliziumphase und steigert damit die Duktilität um 25 % (zusammen mit guten Härtewerten, was für Leichtbaukonstruktionen entscheidend ist).
Beginnend von unten mit druckbaren Pulvern bis hin zu Materialien, die speziell auf Leistung optimiert sind (z. B. sauerstoffkontrollierter 316L für Implantate)
Die Reise zu Hochleistungsergebnissen beginnt mit speziell entwickelten Pulvern: gasatomisierte, kugelförmige Partikel (15–45 µm) gewährleisten Konsistenz hinsichtlich Fließverhalten, Schüttdichte und Stabilität des Schmelzbades. Bei implantatgeeignetem Edelstahl 316L wird der Sauerstoffgehalt streng unter 200 ppm gehalten, um die Bildung von Oxiden zu kontrollieren, die Einschlüsse verursachen und so die Biokompatibilität sowie die Ermüdungslebensdauer beeinträchtigen würden. Weitere Verarbeitungsschritte steigern die Leistung:
Spannungsarmglühbehandlungen bekämpfen das Problem der durch thermische Gradienten verursachten Rest- bzw. eingespannten Spannungen.
Heißisostatisches Pressen (HIP) beseitigt innere Porosität und erhöht die Ermüdungsgrenze.
Plasmanitrieren oder elektrochemisches Polieren verbessert die Korrosionsbeständigkeit der Oberfläche.
Die Kontrolle des gesamten Prozesses führt in präklinischen Studien zu Materialien mit einer um 50 % besseren Osseointegration im Vergleich zu herkömmlich verarbeitetem 316L – was die Bedeutung der Pulvercharakterisierung, der prozessbedingten Fertigungsqualität und der Nachbehandlung für das angestrebte klinische Ergebnis unterstreicht.
Kontrolle der Mikrostruktur und der Eigenschaften durch strategische Auswahl der Verfahren beim Metall-Druck
Eine große Veränderung steht in der Metall-Druckindustrie bevor, getrieben durch die Entwicklung neuer Druckverfahren: Selektives Laser-Schmelzen (SLM) und gerichtete Energie-Abscheidung (DED). Diese Verfahren ermöglichen es den Anwendern, die Mikrostruktur der gedruckten Materialien gezielt anzupassen, wobei der Fokus auf der Verteilung der festen Zustände und Phasen der Metalle während des Druckvorgangs liegt. Die Prozessparameter von DED und SLM führen zu einer Vielzahl unterschiedlicher, jedoch kontrollierter Ergebnisse im Endmaterial. Zu diesen Parametern zählen: Laserleistung, Scan-Geschwindigkeit und Schichtdicke mit Leistungseingaben von 200 bis 1000 W, Geschwindigkeiten von 0,5–15 m/s und Schichtdicken von 20–100 μm. Zu diesen kontrollierten Ergebnissen gehören unter anderem die Größe der mikroskopischen Kornstrukturen, die Phasenstrukturen sowie vorhandene Defekte. SLM ist bekannt dafür, ultrafeine Mikrostrukturmaterialien höchster Qualitätsstandards und -vorschriften herzustellen, wie sie für leitfähige Materialien in Flugzeugtriebwerken erforderlich sind, bei denen die Ermüdungseigenschaften im Vordergrund stehen. DED unterscheidet sich hingegen grundlegend vom SLM-Verfahren. Mit DED lassen sich extrem hochwertige, industrielle Strukturen – von klein bis groß – direkt im Druckvorgang durch gleichzeitige Verarbeitung mehrerer Metalle herstellen, da die Energie während des Drucks gezielt gesteuert werden kann. Die qualitativ hochwertigsten Informationen zu diesen Verfahren besagen, dass Anwender nun Korrelationen zwischen den Materialeigenschaften und den eingesetzten Verfahren herstellen können, die zuvor nicht bestanden. Zudem zeigen die qualitativ hochwertigsten Informationen, dass diese Verfahren die zur mechanischen Zertifizierung gedruckter Bauteile benötigte Zeit um zwei Drittel reduzieren. Diese Aussage trifft zu, sofern die Bauteile von den Anwendern so konstruiert werden, dass sie den Normen und Vorschriften der ISO/ASTM sowie den Prüfstandards für mechanische Eigenschaften – insbesondere Zugfestigkeit, Ermüdungseigenschaften und Rissbeständigkeit – entsprechen.
Häufig gestellte Fragen
Was ist Metall-Druck und wie schnell ermöglicht er die Materialvalidierung?
Metall-Druck, hauptsächlich für das schnelle Prototyping, ermöglicht es Herstellern, neue Legierungen parallel durch zusätzliche Verfahren zu erstellen und zu bewerten, wodurch sich die Entwicklungszeit von Monaten auf Tage verkürzt.
Auf welche Weise verbessert der Metall-Druck die Entwicklung spezifischer Legierungen wie Ti-6Al-4V?
Der Metall-Druck ermöglicht eine gezielte Mikrostruktur-Entwicklung mittels aufgezeichneter thermischer Geschichte und kontrollierter Erstarrung, was die Mikrostrukturen verbessert und Eigenschaften wie die Ermüdungsfestigkeit deutlich steigert.
Welche Vorteile ergeben sich aus der Anwendung von Topologie- und Gitteroptimierung beim Metall-Druck?
Der Metall-Druck ermöglicht den Einsatz von Topologieoptimierung und Gitterstrukturen, wodurch leichtere und effizientere Bauteile entstehen und die Leistung in Branchen wie Luft- und Raumfahrt, Energie und Medizintechnik verbessert wird.
Welche Vorteile ergeben sich aus der geschlossenen Regelkreis-Integration innerhalb der Metall-Druck-Prozesse?
Die geschlossene Integration verbessert die Vorhersagbarkeit der Mikrostruktur und der mechanischen Eigenschaften des Materials und ermöglicht es, Festigkeit und Flexibilität des Materials zu schätzen, ohne physische Tests durchführen zu müssen.