
Accelerazione della validazione di nuovi materiali tramite prototipazione rapida
Riduzione dei tempi di sviluppo delle leghe da mesi a giorni
Lo sviluppo di nuove leghe è stato rivoluzionato dalla stampa metallurgica. I produttori hanno adottato processi completamente integrati, riducendo il tempo necessario per i test — un tempo che in passato richiedeva fusi, forgiature e altri processi svolti nell’arco di mesi — a una fase di validazione e costruzione dei processi che ora richiede solo poche ore. Le aziende possono inoltre modificare facilmente le composizioni, ad esempio il contenuto di nichel nelle polveri di superleghe, tra una stampa e l’altra. Anche i test sui materiali per proprietà quali resistenza alla corrosione, resistenza meccanica e stabilità ad alte temperature sono stati notevolmente potenziati. Il tempo complessivo dedicato alla ricerca e allo sviluppo è diminuito di un ordine di grandezza, mantenendo tuttavia un elevato livello di integrità dei dati.
Integrazione in ciclo chiuso tra parametri di stampa, microstruttura e prestazioni meccaniche
I metodi tradizionali di produzione hanno reso quasi impossibile collegare ciò che entra in un processo produttivo a ciò che ne esce, al suo funzionamento a livello microscopico e alle sue prestazioni. Le attuali tecnologie di stampa metallica consentono invece di stabilire tale collegamento. Grazie alla microscopia in situ, un operatore può osservare e documentare in tempo reale le variazioni della struttura dei grani causate da modifiche della potenza del laser e della velocità di scansione. Questo processo sviluppa capacità predittive che determinano quanto un materiale possa diventare resistente o flessibile, senza alcuna modifica del campione. Un ottimo esempio di tale processo è la fabbricazione di scaffold in titanio. Questi scaffold possono essere progettati con una porosità finemente regolata, ottenendo così un livello predeterminato di elasticità. Questa tecnologia facilita la produzione di scaffold in titanio per supporti aerospaziali, nonché per impianti medici, dove l’ottimizzazione tra resistenza e peso è fondamentale. L’espressione «microstruttura su progetto» descrive quanto avviene quando la modellazione del campo di fase e la simulazione termica vengono utilizzate in sinergia. Gli ingegneri possono inserire gli obiettivi di proprietà desiderati; ad esempio, una resistenza a snervamento di 650 MPa, e il sistema crea autonomamente un piano di lavorazione del materiale per raggiungere tali obiettivi in modo affidabile su tutti i lotti di produzione.

Ottimizzazione di progetti orientati alle prestazioni con ottimizzazione topologica e a reticolo
Progettazione innovativa che sfida i parametri e i materiali convenzionali
Con la stampa in metallo, i vincoli tradizionali della produzione non sono più applicabili, inclusi gli angoli di sformo, gli spessori uniformi delle pareti e l’accessibilità degli utensili. I progettisti non devono più apportare compromessi ai propri disegni. Di conseguenza, gli ingegneri possono utilizzare metodi di ottimizzazione topologica per realizzare componenti più reattivi ai carichi. I materiali vengono aggiunti solo quando necessario e lo scheletro è costituito dalla topologia più efficiente per soddisfare i requisiti desiderati di resistenza, rigidità o controllo termico. Alcuni nuovi componenti raggiungono le prestazioni strutturali richieste riducendo il proprio peso fino al 60-70%. Nel settore industriale, sistemi avanzati di raffreddamento, strutture reticolari su misura con densità variabile e tiranti ispirati alla natura stanno migliorando le prestazioni nel controllo della temperatura, nell’assorbimento degli urti e nella riduzione delle vibrazioni. Questi miglioramenti sono fondamentali nel settore aerospaziale, dove la riduzione del peso è essenziale; nel settore energetico, dove l’efficienza è prioritaria; e nei dispositivi medici, che richiedono un funzionamento affidabile in molteplici condizioni strutturali e termiche. Oggi stiamo progettando strutture in modo più ottimale, eliminando il materiale superfluo anziché limitarci a progettarle semplicemente per garantire la resistenza strutturale alle prestazioni desiderate.
Mappatura in situ delle deformazioni e modellazione con campo di fase come strumenti per la progettazione data-driven di reticoli
Le strutture reticolari hanno compiuto notevoli progressi negli ultimi anni. I motivi utilizzati nelle generazioni precedenti di strutture reticolari erano spesso non ottimizzati e trattati in modo uniforme. Oggi invece osserviamo strutture intelligenti con progettazioni funzionali variabili nello spazio, basate su modelli fisici su larga scala e su dati reali provenienti da prove sperimentali. Questo approccio si integra con l’ingegnerizzazione delle strutture reticolari. Un progetto per tali strutture può essere sviluppato in base a dove verranno assorbiti gli impatti (strutture ausetiche), dove sono necessarie strutture più resistenti o di supporto (strutture a traliccio ottagonale) e dove verranno applicati i carichi. Questa metodologia progettuale ha dimostrato un aumento dell’assorbimento energetico del 30% rispetto a un design tradizionale uniforme. Un gemello digitale è in grado di validare e testare un progetto prima della sua implementazione. Grazie a questa metodologia progettuale, vengono creati dei "cicli di retroazione" nei quali i progetti diventano sempre più ottimizzati e accurati, poiché le risposte meccaniche vengono previste con una maggiore certezza.
Sviluppo mirato di leghe mediante stampa metallurgica
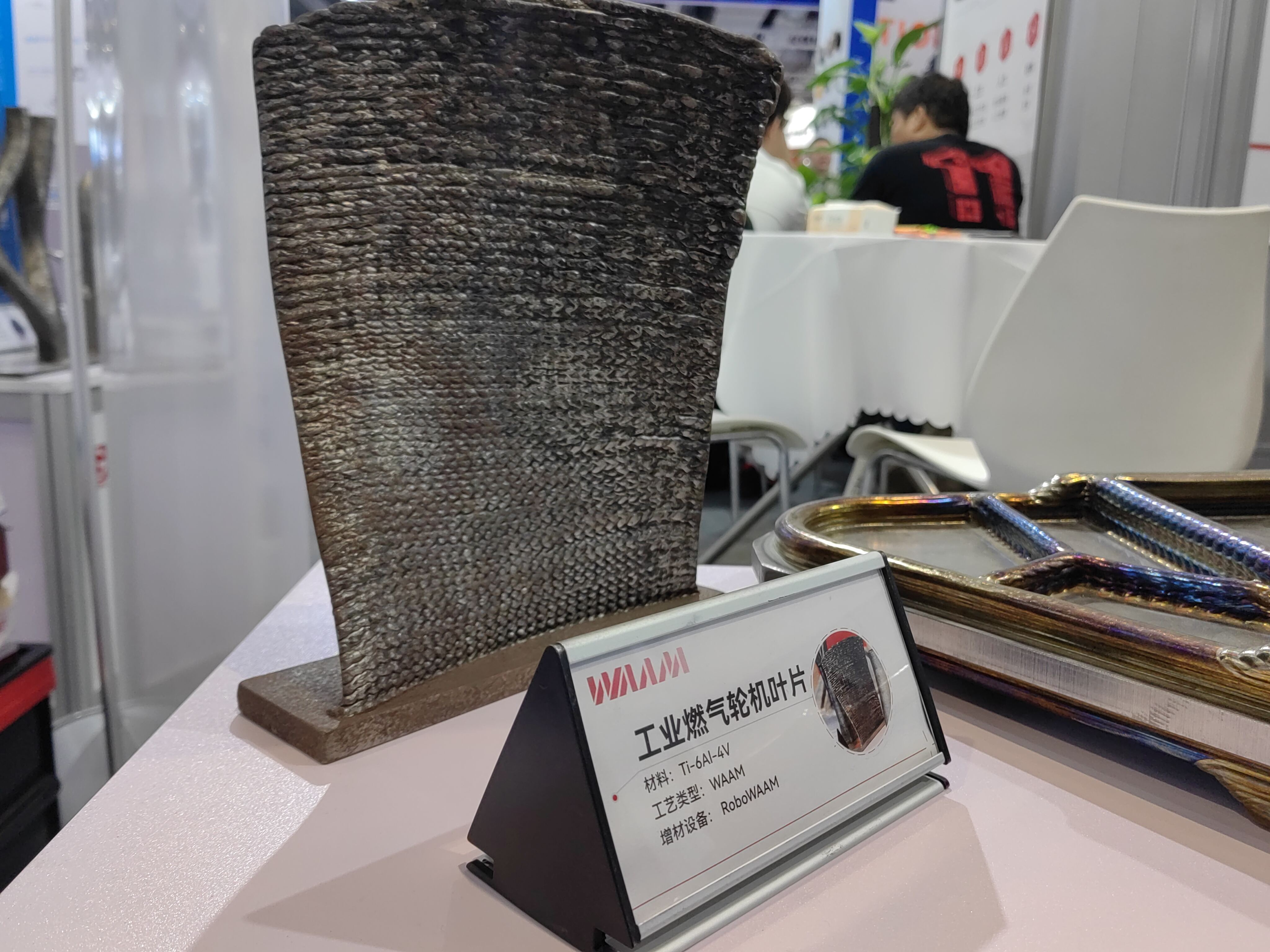
Ingegnerizzazione delle microstrutture all’interno dei sistemi di leghe: Ti-6Al-4V, Inconel 718 e AlSi10Mg
Grazie al migliorato controllo della solidificazione e dei percorsi termici dettati dal processo, la stampa metallurgica consente l'ingegnerizzazione della microstruttura all'interno di sistemi lega critici. Prendiamo ad esempio la lega Ti-6Al-4V: la produzione additiva a strati permette di ottenere un equilibrio stabile tra le fasi alfa e beta, che migliora la resistenza alla fatica ad alto numero di cicli di questa lega del 40% rispetto alle versioni forgiata o fusa. Per l’Inconel 718, la possibilità di controllare i tassi di raffreddamento determina una dispersione fine ed omogenea delle precipitazioni gamma primo nell’intera matrice, migliorando la resistenza alla fluenza della lega a temperature superiori a 600 gradi Celsius. Anche l’AlSi10Mg beneficia di questa filosofia progettuale: la rapida solidificazione modifica sia la forma che la distribuzione della fase silicio, migliorando la duttilità del 25% (insieme a buoni livelli di durezza, fondamentali per applicazioni di progettazione leggera).
Partendo dalla base, dai polveri stampabili ai materiali progettati per le prestazioni (ad es. acciaio inossidabile 316L con contenuto controllato di ossigeno per impianti)
Il percorso verso risultati ad alte prestazioni inizia con polveri progettate: particelle sferiche atomizzate con gas (15-45 µm) garantiscono coerenza in termini di scorrevolezza, densità di imballaggio e stabilità della pozza fusa. Per l’acciaio inossidabile 316L di grado implantare, il contenuto di ossigeno è mantenuto rigorosamente inferiore a 200 ppm per controllare la formazione di ossidi che potrebbero causare inclusioni dannose per la biocompatibilità e la resistenza a fatica. Ulteriori trattamenti migliorano le prestazioni:
I trattamenti termici di distensione affrontano il problema delle tensioni residue/interne generate dai gradienti termici.
La pressatura isostatica a caldo (HIP) elimina la porosità interna e aumenta il limite di fatica.
La nitrurazione al plasma o la lucidatura elettrochimica migliorano la resistenza superficiale alla corrosione.
Il controllo dell'intero processo produce materiali con una osteointegrazione del 50% migliore, rispetto al 316L processato tradizionalmente, negli studi preclinici — a dimostrazione dell'importanza della caratterizzazione delle polveri, dell'accuratezza del processo e dei trattamenti post-processo per il risultato clinico desiderato.
Controllo della microstruttura e delle proprietà mediante la selezione strategica dei processi nella stampa metallurgica
Sta per verificarsi un grande cambiamento nel settore della stampa metallurgica con lo sviluppo di nuovi metodi di stampa: la fusione selettiva con laser (SLM) e la deposizione a energia diretta (DED). Queste tecniche consentono agli utenti di personalizzare la microstruttura dei materiali stampati, concentrandosi sulla distribuzione degli stati solidi e delle fasi metalliche durante la stampa. I parametri di input nei processi DED e SLM producono numerosi risultati finali diversi e controllati nel materiale ottenuto. Tali parametri includono: potenza del laser, velocità di scansione e spessore del singolo strato, con valori rispettivamente compresi tra 200 e 1000 W, 0,5–15 m/s e 20–100 μm. Tra questi risultati controllati rientrano, senza limitazione, le dimensioni dei grani microscopici della struttura, le strutture di fase e i difetti presenti. L’SLM è nota per produrre materiali con microstruttura ultrafine, conformi agli standard e alle normative più rigorose richieste per i materiali conduttivi impiegati nei motori aeronautici, dove le proprietà di resistenza alla fatica rappresentano la principale preoccupazione. La DED è invece completamente diversa nel contesto FAST. Grazie alla manipolazione dell’energia durante la stampa, la DED consente di realizzare strutture industriali di altissima qualità, di dimensioni variabili da piccole a grandi, con la possibilità di eseguire la fusione simultanea di più metalli direttamente in fase di stampa. Le informazioni più qualitative relative a tali processi indicano che gli utenti sono in grado di stabilire correlazioni, finora assenti, tra le proprietà dei materiali e i processi impiegati; inoltre, la maggior parte delle informazioni qualitative afferma che tali processi riducono di due terzi il tempo necessario per la certificazione meccanica dei componenti stampati. Tale affermazione è valida quando i componenti vengono progettati dagli utenti in modo da rispettare gli standard e le normative ISO/ASTM nonché i requisiti specifici per i test delle proprietà meccaniche, quali resistenza a trazione, resistenza alla fatica e resistenza alla propagazione delle crepe.
Domande frequenti
Cos'è la stampa metallurgica e quanto velocemente facilita la convalida dei materiali?
La stampa metallurgica, utilizzata principalmente per la prototipazione rapida, consente ai produttori di creare e valutare nuove leghe contemporaneamente attraverso processi additivi, riducendo i tempi di sviluppo da mesi a giorni.
In che modo la stampa metallurgica migliora lo sviluppo di leghe specifiche come la Ti-6Al-4V?
La stampa metallurgica consente un’ingegnerizzazione mirata della microstruttura grazie alla registrazione della storia termica e alla solidificazione controllata, migliorando così la microstruttura e potenziando in modo significativo proprietà quali la resistenza alla fatica.
Quali vantaggi derivano dall’applicazione dell’ottimizzazione topologica e delle strutture reticolari nella stampa metallurgica?
La stampa metallurgica consente l’utilizzo dell’ottimizzazione topologica e di strutture reticolari, che producono componenti più leggeri e più efficienti, migliorando così le prestazioni in settori quali l’aerospaziale, l’energia e il settore medico.
Quali benefici derivano dall’integrazione in loop chiuso all’interno dei processi di stampa metallurgica?
L'integrazione in ciclo chiuso migliora la prevedibilità della microstruttura e delle prestazioni meccaniche del materiale, consentendo di stimare la resistenza e la flessibilità del materiale senza la necessità di prove fisiche.