
Hızlı Prototipleme Aracılığıyla Yeni Malzemelerin Doğrulanmasını Hızlandırmak
Alaşım Geliştirme Sürelerini Aylardan Günlere Düşürmek
Yeni alaşımların geliştirilmesi, metal baskı teknolojisiyle kökten değişime uğramıştır. Üreticiler, aylar süren döküm, dövme ve diğer süreçlerle yapılan testlerden ziyade, birkaç saat içinde doğrulama ve süreç oluşturma aşamasına geçerek tam entegre süreçlere yönelmiştir. Şirketler ayrıca, süperalaşım tozlarında nikel içeriği gibi bileşimleri baskı seansları arasında kolayca değiştirebilir. Korozyon direnci, mekanik dayanım ve yüksek sıcaklıkta kararlılık gibi özellikler için malzeme testleri de ilerlemiştir. Genel R&D süresi bir derece mertebesi kadar kısaltılmıştır ve süreç, yüksek düzeyde veri bütünlüğünü korumuştur.
Baskı Parametreleri, Mikroyapı ve Mekanik Performansın Kapalı Çevrim Entegrasyonu
Geleneksel üretim yöntemleri, bir üretim sürecine neyin girdiğini ve neyin çıktığını, mikroskobik düzeyde nasıl çalıştığını ve ne kadar iyi performans gösterdiğini birbirine bağlamayı neredeyse imkânsız hale getirmiştir. Günümüzün metal baskı teknolojileri ise bu bağlantıyı kurmayı mümkün kılmaktadır. İçsel mikroskopi (in situ microscopy) kullanarak bir operatör, lazer gücü ve tarama hızındaki değişiklikler sonucu oluşan tane yapısındaki gerçek zamanlı değişimleri gözlemleyebilir ve belgeleyebilir. Bu süreç, hiçbir numune modifikasyonu yapılmadan malzemelerin ne kadar dayanıklı ya da ne kadar esnek olabileceğini belirleyen tahmine dayalı yetenekler geliştirir. Bu sürecin mükemmel bir örneği titanyum iskeletlerin üretimidir. Bu iskeletler, gözenekliliği hassas bir şekilde ayarlanacak şekilde tasarlanabilir; dolayısıyla iskeletlerin esnekliği önceden belirlenmiş bir seviyede olur. Bu teknoloji, özellikle dayanıklılık ve ağırlık optimizasyonunun kritik olduğu havacılık bağlantı parçaları ile tıbbi implantlar için titanyum iskeletlerin üretimini kolaylaştırır. 'Mikroyapı tasarımı' ifadesi, faz alanı modellemesi ve termal simülasyonun birlikte kullanılması durumunda gerçekleşen süreci tanımlamak için kullanılır. Mühendisler, istedikleri özellik hedeflerini sistem içine girebilir; örneğin 650 °C’lik bir akma mukavemeti hedefi belirleyebilir ve sistem, üretim partileri boyunca bu hedeflere güvenilir bir şekilde ulaşmak için otomatik olarak bir malzeme işleme planı oluşturur.

Topoloji ve Kafes Optimizasyonu ile Performansa Dayalı Tasarımların Optimize Edilmesi
Geleneksel Parametreleri ve Malzemeleri Zorlayan Yenilikçi Tasarım
Metal baskı ile geleneksel imalat kısıtlamaları artık geçerli değildir; bunlar arasında çekme açıları, eşit duvar kalınlıkları ve takım erişimi yer alır. Tasarımcılar artık tasarımlarında uzlaşmaya gitmek zorunda değildir. Sonuç olarak, mühendisler yükleri daha iyi karşılayan parçalar oluşturmak için topoloji optimizasyonu yöntemlerini kullanabilirler. Malzemeler, gereken ölçüde eklenir ve iskelet, dayanım, rijitlik veya termal kontrol gibi istenen gereksinimleri karşılamak üzere en verimli topolojiden oluşur. Bazı yeni bileşenler, istenen yapısal performans beklentilerini karşılayarak ağırlıklarını %60-70 oranında azaltabilmektedir. Endüstride, gelişmiş soğutma sistemleri, değişken yoğunluklara sahip özel kafes yapılar ve doğal destek elemanları, sıcaklık kontrolü, şok emilimi ve titreşim azaltımı açısından performansı artırmaktadır. Bu iyileştirmeler, ağırlık tasarrufunun zorunlu olduğu havacılık sektöründe, verimliliğin en üst düzeyde olması gereken enerji sektöründe ve birçok yapısal ve termal durumda güvenilir çalışması gereken tıbbi cihazlarda kritik öneme sahiptir. Artık yapıları yalnızca istenen performans düzeyinde yapısal olarak sağlam olacak şekilde değil, çok daha optimal bir şekilde tasarlıyor ve gereksiz malzemeyi kaldırıyoruz.
Veriye Dayalı Kafes Tasarımı İçin Araçlar Olarak İn Situ Şekil Değiştirme Haritalama ve Faz Alanı Modellemesi
Kafes yapılar son yıllarda önemli ölçüde ilerleme kaydetti. Önceki nesil kafes yapıların desenleri genellikle optimize edilmemişti ve hepsi aynı şekilde ele alınıyordu. Bugün ise büyük ölçekli fiziksel modeller ve gerçek test verilerine dayalı olarak uzaysal olarak değişen işlevsel tasarımlara sahip akıllı yapılar görüyoruz. Bu, kafes yapıların mühendislik tasarımıyla birlikte gerçekleştirilir. Kafes yapılar için bir tasarım, darbelerin emileceği bölgelere (auksetik yapılar), daha güçlü/destekleyici yapılara ihtiyaç duyulan bölgelere (oktet kafes yapılar) ve yüklerin uygulanacağı bölgelere göre oluşturulabilir. Bu tasarım metodolojisi, geleneksel olarak homojen olarak kullanılan bir tasarıma kıyasla enerji emiliminde %30'luk bir artış göstermiştir. Dijital ikiz, bir tasarımı uygulanmadan önce doğrulamak ve test etmek için kullanılabilen bir araçtır. Bu tasarım metodolojisi sayesinde, mekanik tepki süreçleri daha yüksek bir kesinlikle tahmin edildikçe tasarımların giderek daha optimize ve doğru hâle geldiği "geri bildirim döngüleri" oluşturulur.
Metal Baskı Aracılığıyla Hedefe Yönelik Alaşım Geliştirme
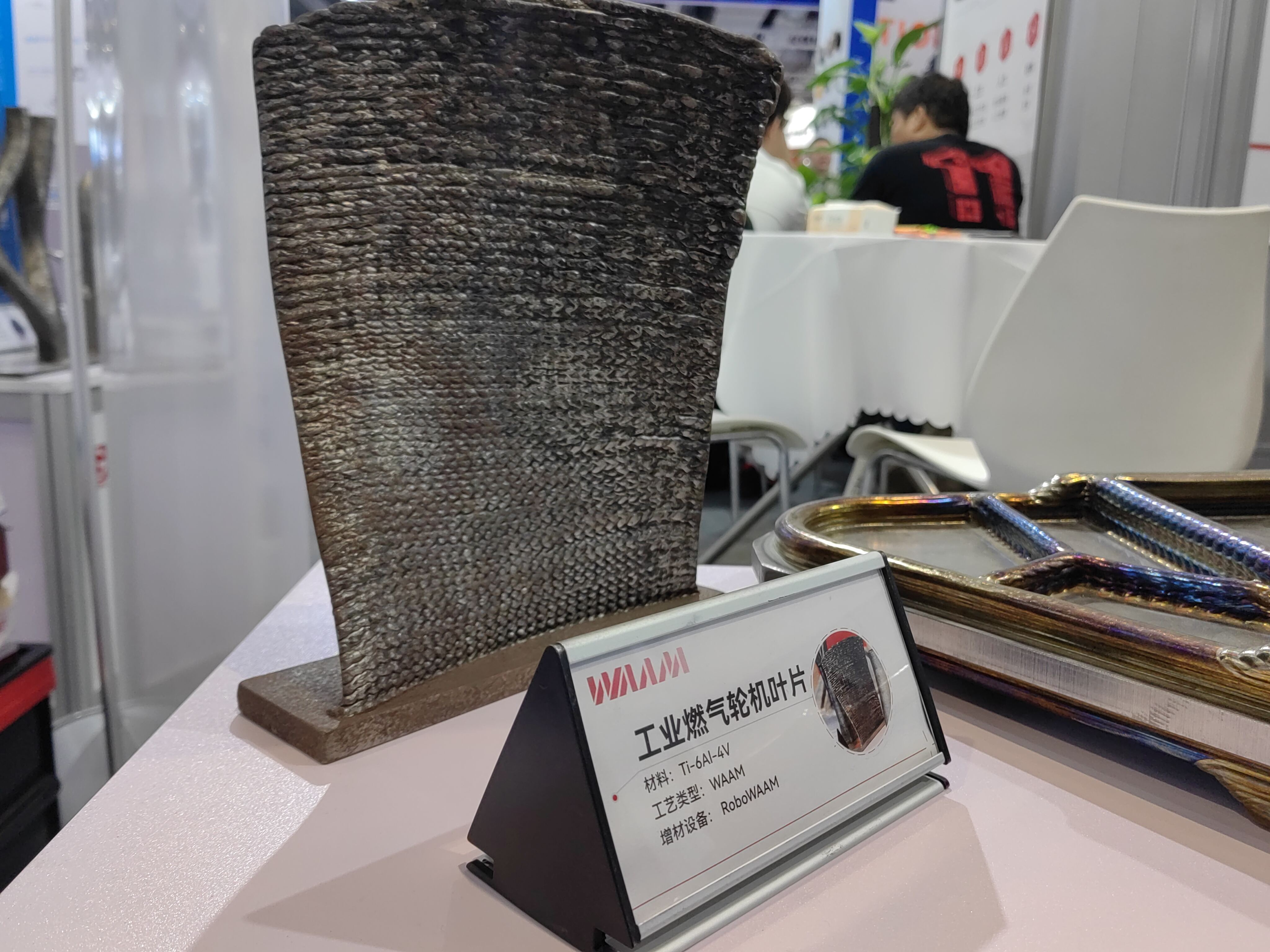
Ti-6Al-4V, Inconel 718 ve AlSi10Mg Alaşım Sistemleri İçinde Mikroyapıların Mühendisliği
Süreç tarafından belirlenen katılaşma ve termal yollar üzerindeki gelişmiş kontrol nedeniyle metal baskı, kritik alaşım sistemleri içinde mikroyapı mühendisliğini mümkün kılar. Örneğin Ti-6Al-4V alaşımını ele alalım. Katmanlı eklemeli imalat, bu alaşımın yüksek çevrimli yorulmaya dayanıklılığını, dövme veya döküm versiyonlarına kıyasla %40 oranında artıran kararlı alfa-betâ faz dengesi sağlar. Inconel 718 için soğuma hızlarının kontrol edilmesi, gama asal çökeltilerin matriste ince ve homojen bir dağılım göstermesini sağlar; bu da alaşımın 600 °C’den yüksek sıcaklıklarda sürünmeye karşı direncini artırır. AlSi10Mg alaşımı da bu tasarım felsefesiyle geliştirilmiştir. Hızlı katılaşma, silisyum fazının hem şekli hem de dağılımını değiştirerek sünekliği %25 oranında artırır (aynı zamanda hafif yapı tasarımı için kritik olan iyi düzeyde sertlik özellikleri de sağlanır).
Baskıya Uygun Tozlar olmaktan başlayarak Performansa Yönelik Özelleştirilmiş Malzemelere kadar (örneğin İmplantlar İçin Oksijen Kontrollü 316L)
Yüksek performanslı sonuçların yolculuğu, mühendislikle tasarlanmış tozlarla başlar: gazla atomize edilmiş, küresel parçacıklar (15-45 µm ve üzeri), akışkanlığı, paketleme yoğunluğunu ve ergime havuzunun kararlılığını tutarlı kılar. İmplant sınıfı 316L paslanmaz çelik için oksijen içeriği, biyouyumluluk ve yorulma ömrünü etkileyebilecek inklüzyonlara neden olan oksit oluşumunu kontrol etmek amacıyla kesinlikle 200 ppm’nin altına tutulur. Daha ileri işlemler performansı artırır:
Gerilim giderme ısıl işlemleri, termal gradyanlardan kaynaklanan arta kalan/kilitli gerilmeler sorununa yönelir.
Sıcak izostatik presleme (HIP), iç gözenekliliği giderir ve yorulma eşiğini artırır.
Plazma nitrürleme veya elektrokimyasal parlaklık işlemi, yüzeyin korozyona dayanımını artırır.
Tüm sürecin kontrolü, klinik öncesi çalışmalarda geleneksel olarak işlenmiş 316L'ye kıyasla %50 daha iyi osteointegrasyon sağlayan malzemeler elde edilmesini sağlar— bu durum, amaçlanan klinik sonuç açısından toz karakterizasyonunun, süreç kalitesinin ve sonraki işlemlerin önemini göstermektedir.
Metal Baskıda Süreçlerin Stratejik Seçimi Aracılığıyla Mikroyapı ve Özelliklerin Kontrolü
Metal Baskı endüstrisinde, Seçici Lazer Ergitme (SLM) ve Yönlendirilmiş Enerji Çöktürme (DED) gibi baskı yöntemlerinin geliştirilmesiyle büyük bir değişim yaşanıyor. Bu teknikler, kullanıcıların baskılanan malzemelerin mikroyapısını, özellikle katı hal dağılımı ve metal fazları üzerinde odaklanarak özelleştirmelerine olanak tanır. DED ve SLM süreçlerine verilen girdiler, son malzemedeki çok sayıda farklı ve kontrollü çıktıyı oluşturur. Bu girdiler şunlardır: lazer gücü, tarama hızı ve katman kalınlığı; bunlara karşılık gelen güç girdileri 200–1000 W, hızlar 0,5–15 m/s ve kalınlıklar ise 20–100 μm aralığındadır. Bu kontrollü çıktılar arasında mikroyapıdaki tane boyutu, faz yapıları ve mevcut kusurlar yer alır; ancak bunlarla sınırlı değildir. SLM, uçak motorlarının iletim malzemeleri için gereken en yüksek standartlara ve düzenlemelere uygun ultra ince mikroyapılı malzemeler üretmesiyle bilinir; burada yorulma özellikleri en büyük endişe konusudur. DED ise FAST açısından tamamen farklıdır. DED, baskı sırasında enerjinin manipüle edilmesi sayesinde çoklu metallerin birlikte dökümüyle küçükten büyüğe kadar endüstriyel düzeyde yüksek kaliteli yapılar üretebilir. Bu süreçlerle ilgili en nitelikli bilgiler, kullanıcıların malzeme özellikler ile uygulanan süreçler arasında daha önce var olmayan korelasyonlar kurabildiklerini belirtir; aynı zamanda bu süreçlerin, baskılı parçaların mekanik sertifikasyonu için gereken süreyi üçte ikisi oranında azalttığını ifade eder. Bu iddia, parçaların kullanıcılar tarafından çekme dayanımı, yorulma özellikleri ve çatlak direnci gibi mekanik özelliklerin testi için geçerli olan ISO/ASTM standartlarına ve diğer ilgili düzenlemelere uyacak şekilde tasarlanması durumunda doğrudur.
SSS
Metal basım nedir ve malzeme doğrulamasını ne kadar hızlı kolaylaştırır?
Metal basım, öncelikle hızlı prototipleme amacıyla kullanılır ve üreticilerin yeni alaşımları aynı anda oluşturup değerlendirmesini, ek işlemler aracılığıyla geliştirme süresini aylardan günlere kısaltarak mümkün kılar.
Metal basım, Ti-6Al-4V gibi belirli alaşımlar için geliştirme sürecini hangi yönde iyileştirir?
Metal basım, kaydedilen termal geçmişi ve kontrollü katılaşmayı kullanarak hedefe yönelik mikroyapı mühendisliği imkânı sunar; bu da mikroyapıları geliştirir ve yorulma direnci gibi özelliklerde önemli ölçüde artış sağlar.
Metal basımda topoloji ve kafes optimizasyonunun uygulanmasının avantajları nelerdir?
Metal basım, topoloji optimizasyonu ve kafes yapıların kullanımını mümkün kılar; bu da daha hafif ve daha verimli parçaların üretimine yol açar ve böylece havacılık, enerji ve tıp gibi sektörlerde performansı artırır.
Metal basım süreçlerinde kapalı döngülü entegrasyonun sağladığı faydalar nelerdir?
Kapalı döngü entegrasyonu, malzemenin mikroyapısı ve mekanik performansının tahmin edilebilirliğini artırır; bu da malzemenin dayanıklılığını ve esnekliğini fiziksel testlere gerek kalmadan tahmin etmeyi sağlar.