
ઝડપી પ્રોટોટાઇપિંગ દ્વારા નવી સામગ્રીઓની માન્યતા આપવાની પ્રક્રિયાને પ્રવેગિત કરવી
મિશ્ર ધાતુઓના વિકાસનો સમય મહિનાઓથી દિવસોમાં ઘટાડો
ધાતુ છાપવાથી નવી મિશ્ર ધાતુઓના વિકાસને ક્રાંતિકારી રીતે બદલી નાખવામાં આવ્યો છે. ઉત્પાદકો હવે સંપૂર્ણપણે એકીકૃત પ્રક્રિયાઓ તરફ સ્થાનાંતરિત થયા છે, જેમાં મહિનાઓ સુધી ચાલતી ઢાલણ, ફોર્જિંગ અને અન્ય પ્રક્રિયાઓ દ્વારા પરીક્ષણને કલાકોના ગાળામાં જ પ્રક્રિયાઓની માન્યતા અને નિર્માણની પ્રક્રિયામાં રૂપાંતરિત કરવામાં આવ્યો છે. કંપનીઓ છાપવાની પ્રક્રિયાઓ વચ્ચે સંરચનાઓને પણ સરળતાથી સંશોધિત કરી શકે છે, જેમ કે સુપર-મિશ્ર ધાતુના પાઉડરમાં નિકલનું પ્રમાણ. સંક્ષારણ પ્રતિરોધ, યાંત્રિક મજબૂતાઈ અને ઉચ્ચ તાપમાને સ્થિરતા જેવી ગુણધર્મો માટે સામગ્રીઓનું પરીક્ષણ પણ આગળ વધ્યું છે. કુલ આર&ડી (R&D) સમય એક ક્રમના માપદંડ જેટલો ઘટાડવામાં આવ્યો છે, અને આ પ્રક્રિયા ડેટાની ઊંચી ડિગ્રીની અખંડતા જાળવી રાખે છે.
છાપવાના પેરામીટર્સ, સૂક્ષ્મ રચના અને યાંત્રિક કાર્યક્ષમતાનું બંધ લૂપ એકીકરણ
પરंपरાગત ઉત્પાદન પદ્ધતિઓએ ઉત્પાદન પ્રક્રિયામાં શું દાખલ થાય છે અને શું બહાર આવે છે, તે કેવી રીતે સૂક્ષ્મ સ્તરે કાર્ય કરે છે અને તેનું કાર્યક્ષમતા કેવી રીતે હોય છે, તેને જોડવાને લગભગ અશક્ય બનાવી દીધું છે. આજની ધાતુની છાપણીની ટેક્નોલોજીઓ આ જોડાણ બનાવી શકે છે. ઇન-સિટુ સૂક્ષ્મદર્શક દ્વારા, કોઈ ઑપરેટર લેઝર પાવર અને સ્કેન સ્પીડમાં થતા ફેરફારોને કારણે દાણાની રચનામાં થતા વાસ્તવિક-સમયના ફેરફારોનું અવલોકન અને દસ્તાવેજીકરણ કરી શકે છે. આ પ્રક્રિયા પૂર્વાનુમાનાત્મક ક્ષમતાઓનો વિકાસ કરે છે, જે કોઈપણ નમૂનાના ફેરફાર વિના જ નક્કી કરે છે કે સામગ્રી કેટલી મજબૂત અથવા કેટલી લવચીક બની શકે. આ પ્રક્રિયાનું એક ઉત્તમ ઉદાહરણ ટાઇટેનિયમ સ્કેફોલ્ડના નિર્માણમાં જોવા મળે છે. આ સ્કેફોલ્ડને પોરોસિટી (છિદ્રતા) સાથે ડિઝાઇન કરી શકાય છે, જેને સાચવી શકાય છે, અને પરિણામે સ્કેફોલ્ડને પૂર્વનિર્ધારિત સ્તરની લવચીકતા મળે છે. આ ટેક્નોલોજી એરોસ્પેસ બ્રેકેટ્સ અને મેડિકલ ઇમ્પ્લાન્ટ્સ માટેના ટાઇટેનિયમ સ્કેફોલ્ડના ઉત્પાદનને સરળ બનાવે છે, જ્યાં મજબૂતી અને વજનનું ઐચ્છિક સંતુલન મહત્વપૂર્ણ છે. 'માઇક્રોસ્ટ્રક્ચર બાય ડિઝાઇન' એ એક શબ્દસમૂહ છે જે ફેઝ ફીલ્ડ મોડેલિંગ અને થર્મલ સિમ્યુલેશનનો એકસાથે ઉપયોગ કરતાં શું થાય છે તેનું વર્ણન કરે છે. એન્જિનિયરો તેમને જોઈતા ગુણધર્મોના લક્ષ્યો ઇનપુટ કરી શકે છે; ઉદાહરણ તરીકે, 650 ડિગ્રી સેલ્સિયસની યીલ્ડ સ્ટ્રેન્થ, અને સિસ્ટમ સ્વયંસ્ફૂર્ત રીતે ઉત્પાદનના બેચો દરમિયાન આ લક્ષ્યો સુધી પહોંચવા માટેનો સામગ્રી પ્રક્રિયા યોજના બનાવે છે.

ટોપોલોજી અને લેટિસ ઓપ્ટિમાઇઝેશન સાથે પરફોર્મન્સ-ડ્રાઇવન ડિઝાઇન્સનું ઓપ્ટિમાઇઝ કરવો
પરંપરાગત પેરામીટર્સ અને સામગ્રીઓને પડકારતો નવીનતાપૂર્ણ ડિઝાઇન
ધાતુની છાપ (મેટલ પ્રિન્ટિંગ) સાથે, પરંપરાગત ઉત્પાદનની મર્યાદાઓ હવે લાગુ પડતી નથી, જેમાં ડ્રોફ્ટ કોણો, એકસમાન દીવાલની જાડાઈ અને સાધનોની પહોંચ સમાવિષ્ટ છે. ડિઝાઇનરોને હવે તેમના ડિઝાઇનમાં કોઈ સમાધાન રાખવાની જરૂર નથી. પરિણામે, એન્જિનિયરો ટોપોલોજી ઓપ્ટિમાઇઝેશનની પદ્ધતિઓનો ઉપયોગ કરી શકે છે જેથી ભારને વધુ સંવેદનશીલ પાર્ટ્સ બનાવી શકાય. જેટલો જરૂરી હોય તેટલો સામગ્રી ઉમેરવામાં આવે છે અને હાડપિંજર ઇચ્છિત મજબૂતી, કઠોરતા અથવા ઉષ્મા નિયંત્રણની જરૂરિયાતોને પૂર્ણ કરવા માટેની સૌથી કાર્યક્ષમ ટોપોલોજીથી બનાવવામાં આવે છે. કેટલાક નવા ઘટકો ઇચ્છિત સંરચનાત્મક કાર્યક્ષમતાની અપેક્ષાઓને પૂર્ણ કરે છે અને તેમનું વજન 60-70% સુધી ઘટાડે છે. ઉદ્યોગમાં, ઉન્નત શીતન પ્રણાલીઓ, ચલિત ઘનતા સાથેની વિશિષ્ટ લેટિસ રચનાઓ અને પ્રાકૃતિક સ્ટ્રટ્સ તાપમાન નિયંત્રણ, ધક્કો શોષણ અને કંપન ઘટાડવામાં કાર્યક્ષમતા વધારી રહી છે. આ સુધારાઓ એરોસ્પેસ ઉદ્યોગોમાં મહત્વપૂર્ણ છે, જ્યાં વજન બચત આવશ્યક છે; ઊર્જા ક્ષેત્રે, જ્યાં કાર્યક્ષમતા સર્વોચ્ચ છે; અને મેડિકલ ઉપકરણોમાં, જેને ઘણી સંરચનાત્મક અને ઉષ્માકીય સ્થિતિઓમાં વિશ્વસનીય કાર્યક્ષમતાની આવશ્યકતા હોય છે. હવે આપણે રચનાઓને વધુ આદર્શ રીતે ડિઝાઇન કરી રહ્યા છીએ અને માત્ર ઇચ્છિત કાર્યક્ષમતા માટે સંરચનાત્મક રીતે મજબૂત બનાવવાને બદલે અનાવશ્યક સામગ્રીને દૂર કરી રહ્યા છીએ.
ડેટા-ડ્રિવન લેટિસ ડિઝાઇન માટેના સાધનો તરીકે ઇન સિટુ સ્ટ્રેન મેપિંગ અને ફેઝ-ફિલ્ડ મોડેલિંગ
લેટિસ સ્ટ્રક્ચર્સ (જાળી જેવી રચનાઓ) તાજેતરના વર્ષોમાં ઘણો પ્રગતિ કરી છે. આગળની પેઢીની લેટિસ સ્ટ્રક્ચર્સમાં પેટર્ન્સ ઘણી વાર અનોપ્ટિમાઇઝ્ડ હોતા અને એકસમાન રીતે વર્તતા. હવે આપણે મોટા પાયેના ભૌતિક શાસ્ત્ર અને વાસ્તવિક પરીક્ષણના ડેટા પર આધારિત, સ્થાનિક રીતે બદલાતી કાર્યાત્મક ડિઝાઇન સાથેની સ્માર્ટ રચનાઓ જોઈ રહ્યા છીએ. આ લેટિસ સ્ટ્રક્ચર્સની એન્જિનિયરિંગ સાથે સંયુક્ત રીતે, લેટિસ સ્ટ્રક્ચર્સ માટેની ડિઝાઇન તે સ્થાનો પર આધારિત બનાવી શકાય છે જ્યાં આઘાતોનું શોષણ થશે (ઑક્સેટિક સ્ટ્રક્ચર્સ), જ્યાં વધુ મજબૂત/સમર્થન આપતી રચનાઓની જરૂર હશે (ઓક્ટેટ ટ્રસ સ્ટ્રક્ચર્સ), અને જ્યાં લોડ લાગશે. આ ડિઝાઇન પદ્ધતિએ પરંપરાગત, સમાન રીતે ઉપયોગમાં લેવાતી ડિઝાઇનની સરખામણીમાં 30% વધુ ઊર્જા શોષણ દર્શાવ્યો છે. ડિજિટલ ટ્વિન (ડિજિટલ જોડી) ડિઝાઇનને તેને લાગુ કરતાં પહેલાં માન્ય કરવા અને પરીક્ષણ કરવાની ક્ષમતા ધરાવે છે. આ ડિઝાઇન પદ્ધતિને કારણે 'પ્રતિક્રિયા લૂપ્સ' (ફીડબેક લૂપ્સ) બનાવવામાં આવે છે, જેમાં યાંત્રિક પ્રતિસાદની પ્રક્રિયાઓનું વધુ ચોકસાઈપૂર્ણ પૂર્વાનુમાન કરવામાં આવતાં, ડિઝાઇનો વધુ ઓપ્ટિમાઇઝ્ડ અને ચોકસ બને છે.
ધાતુ છપાઈ દ્વારા લક્ષ્યિત મિશ્ર ધાતુનો વિકાસ
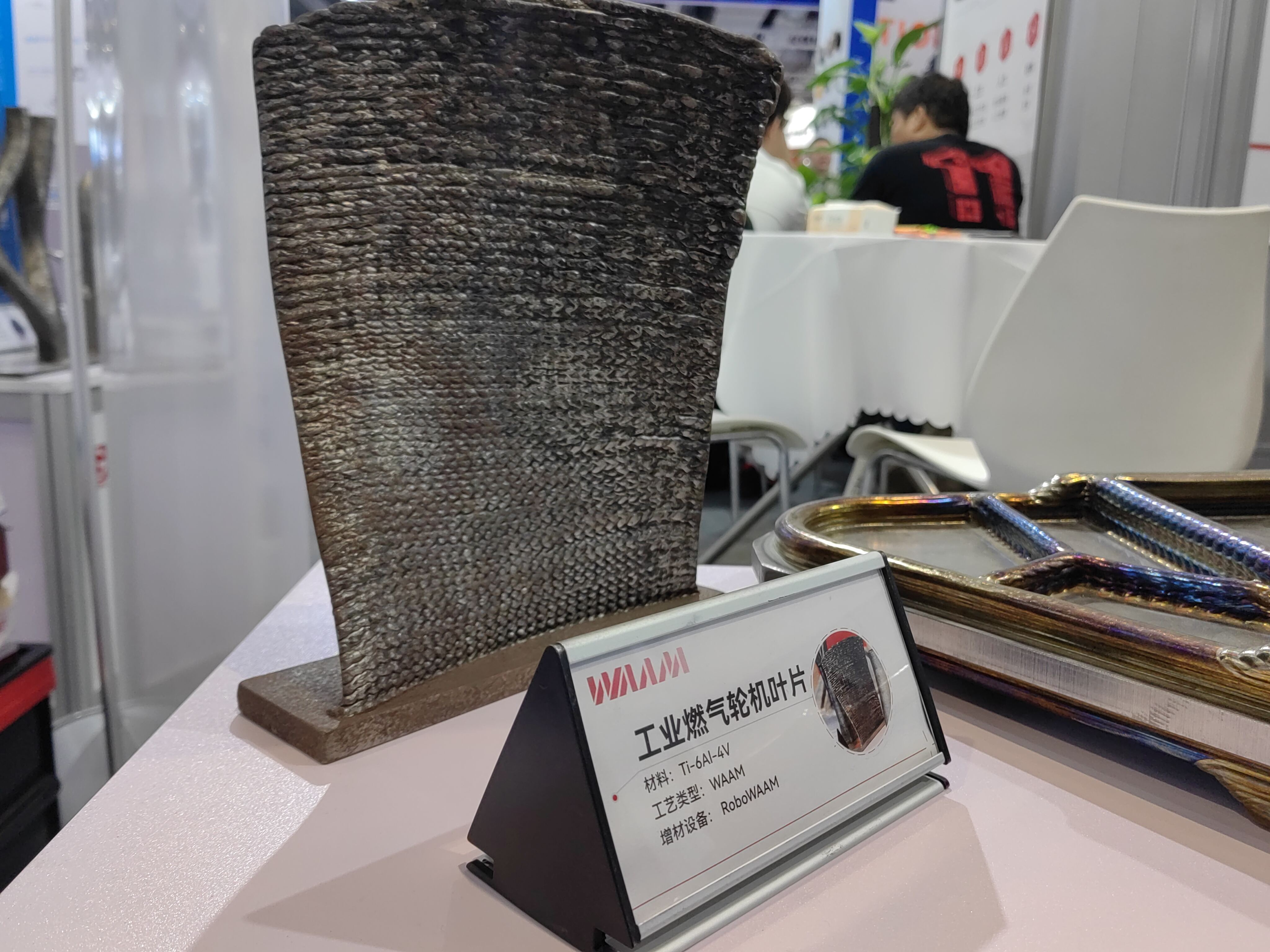
મિશ્ર ધાતુ પ્રણાલીઓમાં સૂક્ષ્મ રચનાઓનું એન્જિનિયરિંગ: Ti-6Al-4V, Inconel 718 અને AlSi10Mg
પ્રક્રિયા દ્વારા નક્કી કરાયેલી ઘનીભવન અને ઉષ્મા પથો પર સુધારેલું નિયંત્રણ કારણે, ધાતુઓનું છાપણ મહત્વપૂર્ણ મિશ્ર ધાતુ પ્રણાલીઓમાં સૂક્ષ્મ-સંરચનાત્મક એન્જીનિયરિંગને સક્ષમ બનાવે છે. ઉદાહરણ તરીકે, Ti-6Al-4V લો. સ્તરીય એડિટિવ નિર્માણ આ મિશ્ર ધાતુમાં સ્થિર અલ્ફા-બીટા તત્વ સંતુલનને સક્ષમ બનાવે છે, જેના કારણે આ મિશ્ર ધાતુની ઉચ્ચ ચક્ર થકવણનો પ્રતિકાર 40% સુધારે છે, જે તેના વ્રોટ (wrought) અથવા ઢોળેલા (cast) સંસ્કરણોની સરખામણીમાં છે. Inconel 718 માટે, ઠંડકની દરને નિયંત્રિત કરવાની ક્ષમતા ગામા પ્રાઇમ (gamma prime) અવક્ષેપોના સૂક્ષ્મ અને સમાન વિતરણને મેટ્રિક્સમાં સક્ષમ બનાવે છે, જે 600 ડિગ્રી સેલ્સિયસથી વધુના તાપમાને આ મિશ્ર ધાતુની ક્રીપ પ્રતિકારકતાને સુધારે છે. AlSi10Mg પણ આ ડિઝાઇન દર્શન દ્વારા સુધારાયેલો છે. ઝડપી ઘનીભવન સિલિકોન તત્વના આકાર અને વિતરણ બંનેને બદલે છે, જેના કારણે તેની લચકશીલતા 25% વધે છે (સાથે સારો કઠિનતાનો સ્તર પણ જે હલકા વજનની ડિઝાઇન માટે મહત્વપૂર્ણ છે).
છાપવા યોગ્ય પાઉડર્સથી શરૂ કરીને, કામગીરી માટે રૂપરેખાંકિત સામગ્રીઓ સુધી (એટલે કે, ઇમ્પ્લાન્ટ્સ માટે ઑક્સિજન-નિયંત્રિત 316L)
ઉચ્ચ-પ્રદર્શનના પરિણામોનો સફર એન્જિનિયર્ડ પાઉડર્સ સાથે શરૂ થાય છે: વાયુ પરમાણુકૃત, ગોળાકાર કણો (15-45 માઇક્રોમીટર અને તેથી વધુ) પ્રવાહ, પેકિંગ ઘનતા અને મેલ્ટ પૂલની સ્થિરતા સાથે સુસંગતતા આપે છે. ઇમ્પ્લાન્ટ-ગ્રેડ 316L સ્ટેનલેસ સ્ટીલ માટે, ઓક્સાઇડના નિર્માણને નિયંત્રિત કરવા માટે ઑક્સિજનનું પ્રમાણ કડક રીતે 200 ppm કરતાં ઓછું જાળવવામાં આવે છે, જેથી બાયોકમ્પેટિબિલિટી અને ફેટિગ જીવનકાળને અસર કરતી સમાવિષ્ટિઓ ઉત્પન્ન ન થાય. વધુ પ્રક્રિયા પ્રદર્શનને વધારે છે:
તાણ-મુક્તિ ઉષ્ણતા સારવારો તાપીય ઢાળને કારણે ઉત્પન્ન થતા અવશેષ/અટકાયેલા તાણની સમસ્યાનો સામનો કરે છે.
હોટ આઇસોસ્ટેટિક પ્રેસિંગ (HIP) આંતરિક છિદ્રતાને દૂર કરે છે અને ફેટિગ થ્રેશોલ્ડને વધારે છે.
પ્લાઝ્મા નાઇટ્રાઇડિંગ અથવા ઇલેક્ટ્રોકેમિકલ પોલિશિંગ સપાટીની કોરોઝન પ્રતિકારકતાને સુધારે છે.
સમગ્ર પ્રક્રિયાનું નિયંત્રણ પ્રીક્લિનિકલ અધ્યયનોમાં પરંપરાગત રીતે પ્રક્રિયા કરેલા 316L કરતાં 50% વધુ ઓસિયોઇન્ટેગ્રેશન ધરાવતી સામગ્રીઓ આપે છે— જે ચોક્કસ ક્લિનિકલ પરિણામ માટે પાઉડરની વિશેષતાઓ, પ્રક્રિયાની ગુણવત્તા અને પોસ્ટ-ટ્રીટમેન્ટની મહત્વપૂર્ણતાનું ઉદાહરણ આપે છે.
ધાતુ પ્રિન્ટિંગમાં પ્રક્રિયાઓની રણનીતિગત પસંદગી દ્વારા માઇક્રોસ્ટ્રક્ચર અને ગુણધર્મોનું નિયંત્રણ
ધાતુની છાપણીનો ઉદ્યોગ પસંદગીના લેઝર પિઘળાવવા (SLM) અને દિશાયુક્ત ઊર્જા જમાવટ (DED) જેવી છાપણીની પદ્ધતિઓના વિકાસ સાથે મોટા પ્રમાણેના પરિવર્તનનો સામનો કરી રહ્યો છે. આ પદ્ધતિઓ વપરાશકર્તાઓને છાપેલી સામગ્રીની સૂક્ષ્મ-સંરચનાને સ્વયંની જરૂરિયાતો મુજબ સમાયોજિત કરવાની ક્ષમતા આપે છે, જેમાં ધાતુઓની ઘન અવસ્થાઓ અને તેમના તબક્કાઓના વિતરણ પર ભાર મૂકવામાં આવે છે. DED અને SLMની પ્રક્રિયાઓમાં ઇનપુટ્સ અંતિમ સામગ્રીમાં ઘણા અલગ-અલગ અને નિયંત્રિત પરિણામો ઉત્પન્ન કરે છે. આ ઇનપુટ્સમાં લેઝર પાવર, સ્કેન સ્પીડ અને સ્તરની જાડાઈનો સમાવેશ થાય છે, જેના માટે અનુક્રમે 200 થી 1000 Wનો પાવર, 0.5 - 15 m/sની ગતિ અને 20 - 100 μmની જાડાઈ હોય છે. આ નિયંત્રિત પરિણામોમાં સંરચનાના સૂક્ષ્મ-દાણાઓનું કદ, તબક્કાની સંરચનાઓ અને ઉપસ્થિત ખામીઓનો સમાવેશ થાય છે. SLMને એરક્રાફ્ટ એન્જિનની વાહક સામગ્રીઓ માટે આવશ્યક ઉચ્ચતમ માનકો અને નિયમો મુજબની અત્યંત સૂક્ષ્મ સૂક્ષ્મ-સંરચનાની સામગ્રીઓ ઉત્પન્ન કરવા માટે જાણીતી છે, જ્યાં થકવાની લક્ષણો સૌથી મોટી ચિંતાનો વિષય હોય છે. DED એ FASTમાં સંપૂર્ણપણે અલગ છે. DED છાપણી દરમિયાન ઊર્જાનું નિયંત્રણ કરવાને કારણે એકસાથે ઘણી ધાતુઓનું ઢોલક બનાવવાની ક્ષમતા સાથે ઉદ્યોગિક સ્તરની અત્યંત ઉચ્ચ ગુણવત્તાવાળી નાનીથી મોટી સંરચનાઓ ઉત્પન્ન કરી શકે છે. આ પ્રક્રિયાઓ પરની સૌથી ગુણાત્મક માહિતી એ છે કે વપરાશકર્તાઓ સામગ્રીના ગુણધર્મો અને ઉપયોગમાં લેવાયેલી પ્રક્રિયાઓ વચ્ચે પહેલાં અસ્તિત્વમાં ન હોય તેવા સંબંધોને સ્થાપિત કરી શકે છે; અને સૌથી ગુણાત્મક માહિતી એ પણ કહે છે કે આ પ્રક્રિયાઓ છાપેલા ભાગોને યાંત્રિક રીતે પ્રમાણિત કરવા માટે જરૂરી સમયને 2/3 જેટલો ઘટાડે છે. આ દાવો સાચો છે જ્યારે ભાગોને વપરાશકર્તાઓ દ્વારા ISO/ASTM અને તન્ય તાકાત, થકવાની લક્ષણો અને ફાટનો પ્રતિકાર જેવા યાંત્રિક ગુણધર્મોની પરીક્ષણ માટેના માનકો અને નિયમોને અનુરૂપ ડિઝાઇન કરવામાં આવે છે.
FAQs
ધાતુ છાપવા (મેટલ પ્રિન્ટિંગ) શું છે અને તે સામગ્રીની માન્યતા કેટલી ઝડપી રીતે સુવિધાજનક બનાવે છે?
ધાતુ છાપવો, મુખ્યત્વે ઝડપી પ્રોટોટાઇપિંગ માટે, ઉત્પાદકોને વધારાની પ્રક્રિયાઓ દ્વારા નવી મિશ્રધાતુઓનું નિર્માણ અને મૂલ્યાંકન એકસાથે કરવાની મંજૂરી આપે છે, જેથી વિકાસનો સમય મહિનાઓથી દિવસોમાં ઘટાડી શકાય.
ટાઇટેનિયમ-6 એલ્યુમિનિયમ-4 વેનેડિયમ (Ti-6Al-4V) જેવી ચોક્કસ મિશ્રધાતુઓ માટે ધાતુ છાપવો વિકાસને કેવી રીતે વધારે સારો બનાવે છે?
ધાતુ છાપવો રેકોર્ડ કરેલી ઉષ્મા ઇતિહાસ અને નિયંત્રિત ઘનીભવન દ્વારા લક્ષ્યિત સૂક્ષ્મસંરચના એન્જીનિયરિંગને સક્ષમ બનાવે છે, જે સૂક્ષ્મસંરચનાઓને સુધારે છે અને થકવણનો પ્રતિકાર (ફેટિગ રેઝિસ્ટન્સ) જેવી ગુણવત્તાઓને મહત્વપૂર્ણ રીતે વધારે છે.
ધાતુ છાપવામાં ટોપોલોજી અને લેટિસ ઓપ્ટિમાઇઝેશનનો ઉપયોગ કરવાથી કયા ફાયદા થાય છે?
ધાતુ છાપવો ટોપોલોજી ઓપ્ટિમાઇઝેશન અને લેટિસ સંરચનાઓનો ઉપયોગ કરવાની મંજૂરી આપે છે, જેથી હલકા અને વધુ કાર્યક્ષમ ભાગો બને છે, જેથી એરોસ્પેસ, ઊર્જા અને મેડિકલ જેવા ઉદ્યોગોમાં કાર્યક્ષમતા વધે છે.
ધાતુ છાપવાની પ્રક્રિયાઓમાં બંધ લૂપ એકીકરણ (ક્લોઝ્ડ-લૂપ ઇન્ટિગ્રેશન) દ્વારા કયા ફાયદા થાય છે?
બંધ લૂપ એકીકરણ સામગ્રીની સૂક્ષ્મ રચના અને યાંત્રિક કામગીરીની પૂર્વાનુમાનયોગ્યતામાં સુધારો કરે છે, જેથી ભૌતિક પરીક્ષણની જરૂર વિના સામગ્રીની મજબૂતાઈ અને લવચીકતાનું અનુમાન લગાવી શકાય.