
দ্রুত প্রোটোটাইপিংয়ের মাধ্যমে নতুন উপকরণগুলির যাচাইকরণ ত্বরান্বিত করা
সংকর ধাতু বিকাশের সময়কাল মাস থেকে দিনে হ্রাস করা
ধাতু মুদ্রণের মাধ্যমে নতুন সংকর ধাতুর বিকাশ একেবারে বদলে দেওয়া হয়েছে। নির্মাতারা এখন সম্পূর্ণ একীভূত প্রক্রিয়ায় চলে এসেছেন, যা আগে মাসের পর মাস ধরে ঢালাই, ফোর্জিং এবং অন্যান্য প্রক্রিয়ার মাধ্যমে পরীক্ষা করা হত, কিন্তু এখন ঘণ্টার মধ্যেই প্রক্রিয়ার যাচাইকরণ ও নির্মাণ সম্ভব হয়। কোম্পানিগুলি মুদ্রণের প্রতিটি রানের মধ্যে সহজেই রাসায়নিক গঠনের পরিবর্তন করতে পারে, যেমন— সুপারঅ্যালয় গুঁড়োয় নিকেলের পরিমাণ। ক্ষয় প্রতিরোধ, যান্ত্রিক শক্তি এবং উচ্চ তাপমাত্রায় স্থিতিশীলতা সহ বিভিন্ন বৈশিষ্ট্যের জন্য উপকরণ পরীক্ষাও উন্নত হয়েছে। সামগ্রিক গবেষণা ও উন্নয়ন (R&D) সময় এক ক্রম মাত্রায় হ্রাস পেয়েছে এবং প্রক্রিয়াটি উচ্চ মাত্রার ডেটা অখণ্ডতা বজায় রেখেছে।
মুদ্রণ প্যারামিটার, সূক্ষ্ম-গঠন এবং যান্ত্রিক কার্যকারিতার বন্ধ লুপ একীকরণ
ঐতিহ্যগত উৎপাদন পদ্ধতিগুলি এমন একটি অবস্থা সৃষ্টি করেছে যেখানে একটি উৎপাদন প্রক্রিয়ায় যা ঢোকানো হয় তা এবং যা বের হয়, তা কীভাবে সূক্ষ্ম স্তরে কাজ করে এবং কতটা ভালোভাবে কাজ করে—এই সমস্ত কিছুর মধ্যে সংযোগ স্থাপন করা প্রায় অসম্ভব হয়ে পড়েছে। আজকের ধাতু মুদ্রণ প্রযুক্তিগুলি এই সংযোগ স্থাপন করতে পারে। ইন-সিটু মাইক্রোস্কোপি ব্যবহার করে একজন অপারেটর লেজার শক্তি ও স্ক্যান গতির পরিবর্তনের ফলে শস্য গঠনে (গ্রেন স্ট্রাকচার) ঘটা বাস্তব-সময়ের পরিবর্তনগুলি পর্যবেক্ষণ ও ডকুমেন্ট করতে পারেন। এই প্রক্রিয়াটি ভবিষ্যদ্বাণীমূলক ক্ষমতা বিকাশ করে যা কোনো নমুনা পরিবর্তন ছাড়াই নির্ধারণ করে যে উপকরণগুলি কতটা শক্তিশালী বা কতটা নমনীয় হতে পারে। এই প্রক্রিয়ার একটি চমৎকার উদাহরণ হলো টাইটানিয়াম স্ক্যাফোল্ডগুলির নির্মাণ। এই স্ক্যাফোল্ডগুলিকে সূক্ষ্মভাবে নিয়ন্ত্রিত সুষম ছিদ্রযুক্ত (পোরোসিটি) হিসাবে ডিজাইন করা যায়, ফলে স্ক্যাফোল্ডগুলির একটি পূর্বনির্ধারিত স্তরের স্থিতিস্থাপকতা (এলাস্টিসিটি) থাকে। এই প্রযুক্তিটি এয়ারোস্পেস ব্র্যাকেট এবং চিকিৎসা প্রতিস্থাপন যন্ত্র (মেডিকেল ইমপ্লান্ট) উভয়ের জন্য টাইটানিয়াম স্ক্যাফোল্ড উৎপাদনকে সহজতর করে, যেখানে শক্তি ও ওজন অপ্টিমাইজেশন অত্যন্ত গুরুত্বপূর্ণ। 'মাইক্রোস্ট্রাকচার বাই ডিজাইন' হলো একটি বাক্যাংশ যা ফেজ ফিল্ড মডেলিং এবং তাপীয় সিমুলেশন একসাথে ব্যবহার করলে যা ঘটে তার বর্ণনা করে। প্রকৌশলীরা তাদের কাঙ্ক্ষিত বৈশিষ্ট্যগুলি ইনপুট করতে পারেন; উদাহরণস্বরূপ, ৬৫০ ডিগ্রি সেলসিয়াস পর্যন্ত একটি নির্দিষ্ট আয়েল্ড স্ট্রেন্থ (ফলন শক্তি), এবং সিস্টেমটি স্বয়ংক্রিয়ভাবে উৎপাদনের প্রতিটি ব্যাচে এই লক্ষ্যগুলি নির্ভরযোগ্যভাবে অর্জনের জন্য একটি উপকরণ প্রক্রিয়াকরণ পরিকল্পনা তৈরি করে।

টপোলজি এবং ল্যাটিস অপ্টিমাইজেশনের মাধ্যমে পারফরম্যান্স-চালিত ডিজাইনগুলির অপ্টিমাইজেশন
চিরাচরিত প্যারামিটার এবং উপকরণগুলিকে অতিক্রম করে যাওয়া উদ্ভাবনী ডিজাইন
ধাতব মুদ্রণের মাধ্যমে ঐতিহ্যগত উৎপাদনের সীমাবদ্ধতাগুলি—যেমন ঢালু কোণ, সমান প্রাচীর পুরুত্ব এবং টুল অ্যাক্সেস—আর প্রযোজ্য নয়। ডিজাইনারদের আর তাদের ডিজাইনে কোনো আপোষ করতে হয় না। ফলস্বরূপ, প্রকৌশলীরা লোডের প্রতি আরও সাড়া দেওয়া যোগ্য অংশ তৈরি করতে টপোলজি অপ্টিমাইজেশন পদ্ধতি ব্যবহার করতে পারেন। প্রয়োজন অনুযায়ী উপকরণ যোগ করা হয় এবং কঙ্কালটি শক্তি, দৃঢ়তা বা তাপীয় নিয়ন্ত্রণের কাঙ্ক্ষিত প্রয়োজনীয়তা পূরণের জন্য সবচেয়ে দক্ষ টপোলজি দ্বারা গঠিত হয়। কিছু নতুন উপাদান কাঙ্ক্ষিত গঠনমূলক কার্যকারিতার প্রত্যাশা পূরণ করছে এবং একইসাথে ওজন ৬০-৭০% পর্যন্ত কমিয়ে দিচ্ছে। শিল্পক্ষেত্রে, উন্নত শীতলীকরণ ব্যবস্থা, পরিবর্তনশীল ঘনত্বের বিশেষভাবে তৈরি করা ল্যাটিস কাঠামো এবং প্রাকৃতিক স্ট্রাটসমূহ তাপমাত্রা নিয়ন্ত্রণ, আঘাত শোষণ এবং কম্পন হ্রাসে কার্যকারিতা উন্নত করছে। এই উন্নতিগুলি বিমান ও মহাকাশ শিল্পে, যেখানে ওজন কমানো আবশ্যিক, শক্তি খাতে, যেখানে দক্ষতা সর্বোচ্চ গুরুত্বপূর্ণ, এবং চিকিৎসা যন্ত্রপাতিতে, যেগুলি বিভিন্ন গঠনমূলক ও তাপীয় অবস্থায় নির্ভরযোগ্য কার্যকারিতা প্রয়োজন করে, অত্যন্ত গুরুত্বপূর্ণ। আমরা এখন কাঠামোগুলি আরও অনুকূলভাবে ডিজাইন করছি এবং কেবল কাঙ্ক্ষিত কার্যকারিতায় গঠনগতভাবে শক্তিশালী হওয়ার জন্য ডিজাইন করার পরিবর্তে অপ্রয়োজনীয় উপাদান সরিয়ে দিচ্ছি।
ডেটা-চালিত ল্যাটিস ডিজাইনের জন্য ইন সিটু স্ট্রেন ম্যাপিং এবং ফেজ-ফিল্ড মডেলিং হিসাবে টুলস
ল্যাটিস কাঠামোগুলি সাম্প্রতিক বছরগুলিতে উল্লেখযোগ্যভাবে উন্নতি লাভ করেছে। আগের প্রজন্মের ল্যাটিস কাঠামোগুলির প্যাটার্নগুলি প্রায়শই অপটিমাইজ করা হত না এবং সমস্ত ক্ষেত্রে একইভাবে ব্যবহার করা হত। এখন আমরা বৃহৎ স্কেলের পদার্থবিজ্ঞান ও বাস্তব পরীক্ষার ডেটা ভিত্তিক স্থানিকভাবে পরিবর্তনশীল কার্যকরী ডিজাইনযুক্ত বুদ্ধিমান কাঠামো দেখছি। ল্যাটিস কাঠামোগুলির প্রকৌশল কাজের সাথে সমন্বয় করে, ল্যাটিস কাঠামোর জন্য একটি ডিজাইন তৈরি করা যেতে পারে যা আঘাত শোষণের স্থান (অক্সেটিক কাঠামো), শক্তিশালী/সমর্থনকারী কাঠামোর প্রয়োজন হওয়া স্থান (অক্টেট ট্রাস কাঠামো) এবং লোড প্রয়োগের স্থানের উপর ভিত্তি করে তৈরি করা হয়। এই ডিজাইন পদ্ধতির ফলে ঐতিহ্যগতভাবে সমানভাবে ব্যবহৃত ডিজাইনের তুলনায় শক্তি শোষণের হার ৩০% বৃদ্ধি পেয়েছে। ডিজিটাল টুইনের মাধ্যমে কোনো ডিজাইন বাস্তবায়নের আগেই তার বৈধতা যাচাই করা এবং পরীক্ষা করা সম্ভব। এই ডিজাইন পদ্ধতির কারণে ‘ফিডব্যাক লুপ’ তৈরি হয়, যার ফলে যান্ত্রিক প্রতিক্রিয়া প্রক্রিয়াগুলি উচ্চতর নিশ্চয়তার সাথে পূর্বাভাস করা যাওয়ায় ডিজাইনগুলি ক্রমশ আরও অপটিমাইজড ও নির্ভুল হয়ে উঠছে।
ধাতু মুদ্রণের মাধ্যমে লক্ষ্যযুক্ত সংকর উন্নয়ন
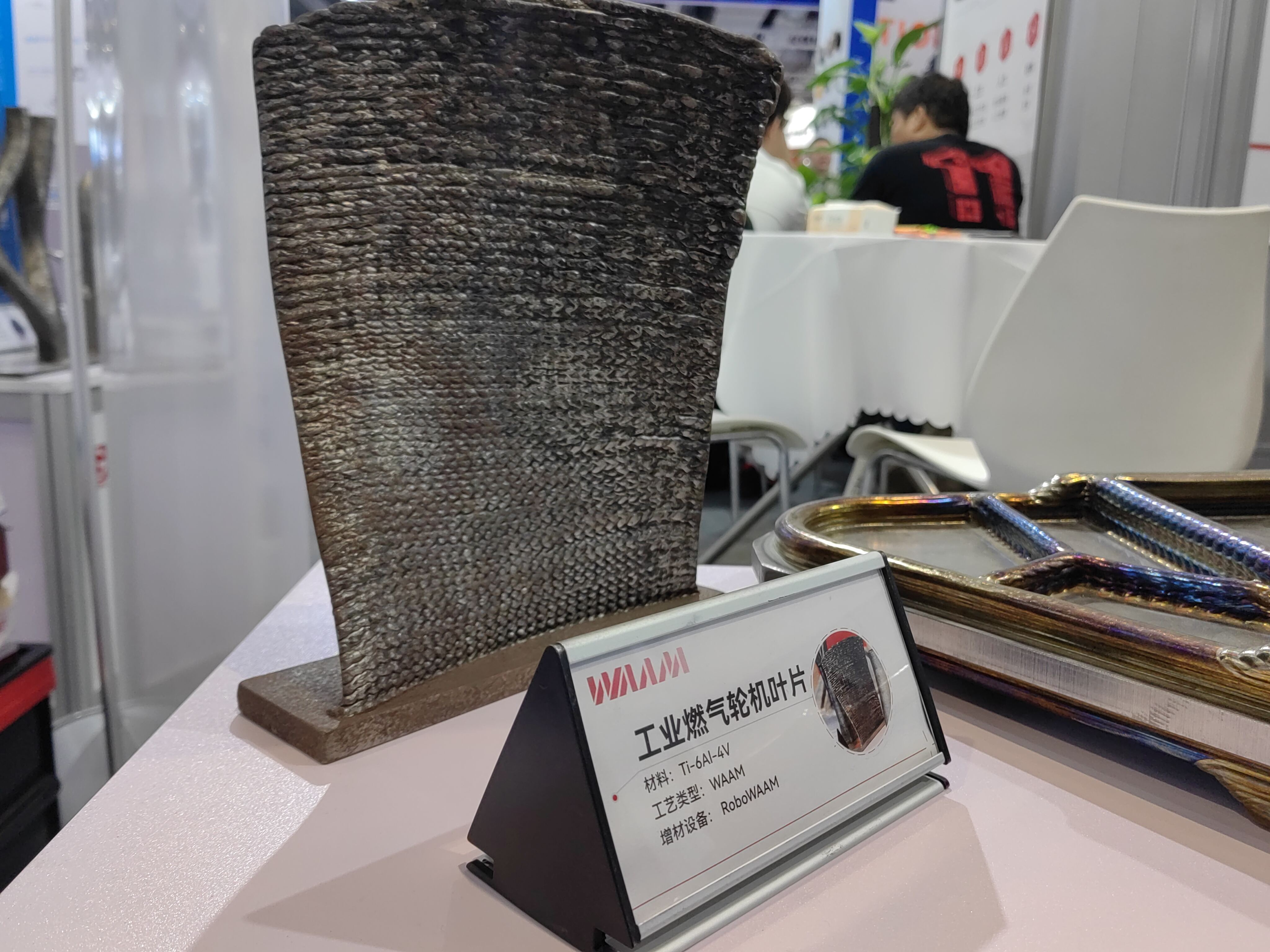
সংকর পদ্ধতিতে ক্রিস্টাল গঠনের প্রকৌশলীকরণ: টাইটানিয়াম-৬অ্যালুমিনিয়াম-৪ভ্যানাডিয়াম (Ti-6Al-4V), ইনকোনেল ৭১৮ এবং অ্যালুমিনিয়াম-সিলিকন-১০ম্যাগনেসিয়াম (AlSi10Mg)
প্রক্রিয়া দ্বারা নির্ধারিত সলিডিফিকেশন এবং তাপীয় পথগুলির উন্নত নিয়ন্ত্রণের কারণে, ধাতব মুদ্রণ গুরুত্বপূর্ণ সংকর সিস্টেমগুলিতে ক্ষুদ্র-গঠন প্রকৌশলের অনুমতি দেয়। উদাহরণস্বরূপ, Ti-6Al-4V নিয়ে আলোচনা করা যাক। স্তরযুক্ত যোগাত্মক উৎপাদন পদ্ধতি এই সংকরের জন্য স্থিতিশীল আলফা-বিটা ফেজ ভারসাম্য অর্জন করে, যা এটিকে বারবার চক্রীয় ক্লান্তির বিরুদ্ধে ৪০% বেশি প্রতিরোধ ক্ষমতা প্রদান করে—এটি পার্কিত বা ঢালাই করা সংস্করণগুলির তুলনায়। Inconel 718-এর ক্ষেত্রে, শীতলীকরণ হার নিয়ন্ত্রণের ক্ষমতার ফলে ম্যাট্রিক্স জুড়ে গামা প্রাইম অবক্ষেপগুলির সূক্ষ্ম ও সমানভাবে বিস্তৃত বণ্টন ঘটে, যা ৬০০ ডিগ্রি সেলসিয়াসের চেয়ে উচ্চ তাপমাত্রায় এই সংকরের ক্রীপ প্রতিরোধ ক্ষমতা বৃদ্ধি করে। AlSi10Mg-ও এই ডিজাইন দর্শন দ্বারা উন্নত হয়। দ্রুত সলিডিফিকেশন সিলিকন ফেজের আকৃতি ও বণ্টন উভয়কেই পরিবর্তন করে, যা তার তন্যতা ২৫% বৃদ্ধি করে (একইসাথে কঠোরতার ভালো মাত্রা বজায় রাখে, যা হালকা ওজনের ডিজাইনের জন্য অত্যন্ত গুরুত্বপূর্ণ)।
মুদ্রণযোগ্য গুঁড়ো থেকে শুরু করে কার্যকারিতা অনুযায়ী পরিমার্জিত উপকরণ পর্যন্ত (যেমন, ইমপ্লান্টের জন্য অক্সিজেন নিয়ন্ত্রিত 316L)
উচ্চ-কার্যকারিতা সম্পন্ন ফলাফলের যাত্রা শুরু হয় প্রকৌশলভিত্তিক গুঁড়ো দিয়ে: গ্যাস অ্যাটমাইজড, গোলাকার কণিকা (১৫-৪৫ মাইক্রন এবং তদধিক) প্রবাহ, প্যাকিং ঘনত্ব এবং গলিত পুলের স্থিতিশীলতার সঙ্গে সামঞ্জস্য আনে। ইমপ্লান্ট-গ্রেড ৩১৬এল স্টেইনলেস স্টিলের ক্ষেত্রে, জৈবসামঞ্জস্য এবং ক্লান্তি আয়ুকে প্রভাবিত করে এমন অন্তর্ভুক্তিগুলির সৃষ্টি নিয়ন্ত্রণের জন্য অক্সিজেন সামগ্রী কঠোরভাবে ২০০ পিপিএম-এর নিচে রাখা হয়। আরও প্রক্রিয়াকরণ কার্যকারিতা বৃদ্ধি করে:
চাপ-মুক্তিকারী তাপ চিকিৎসা তাপীয় ঢালের কারণে সৃষ্ট অবশিষ্ট/আবদ্ধ চাপের সমস্যার সমাধান করে।
হট আইসোস্ট্যাটিক প্রেসিং (HIP) অভ্যন্তরীণ ছিদ্রতা দূর করে এবং ক্লান্তি সীমা বৃদ্ধি করে।
প্লাজমা নাইট্রাইডিং অথবা ইলেকট্রোকেমিক্যাল পলিশিং ক্ষয়রোধী পৃষ্ঠ প্রতিরোধকে উন্নত করে।
সমগ্র প্রক্রিয়ার নিয়ন্ত্রণ প্রি-ক্লিনিকাল অধ্যয়নে ৩১৬এল এর ঐতিহ্যগত প্রক্রিয়াকরণের তুলনায় ৫০% উন্নত অস্টিওইন্টিগ্রেশন সহ উপকরণ উৎপাদন করে— যা গুঁড়ো চরিত্রায়ণ, প্রক্রিয়া কারুকাজ এবং লক্ষ্যিত ক্লিনিকাল ফলাফলের জন্য পোস্ট-চিকিত্সা এর গুরুত্বকে উদাহরণ দেয়।
ধাতব মুদ্রণে প্রক্রিয়ার কৌশলগত নির্বাচনের মাধ্যমে সূক্ষ্ম গঠন ও বৈশিষ্ট্যের নিয়ন্ত্রণ
ধাতু মুদ্রণ শিল্পে মুদ্রণ পদ্ধতির উন্নয়নের সাথে সাথে বড় পরিবর্তন আসছে: নির্বাচনী লেজার গলানো (SLM) এবং নির্দেশিত শক্তি জমা (DED)। এই প্রযুক্তিগুলি ব্যবহারকারীদের মুদ্রিত উপকরণগুলির ক্ষুদ্র-গঠন (মাইক্রোস্ট্রাকচার) কাস্টমাইজ করার ক্ষমতা প্রদান করে, যেখানে মুদ্রণের সময় ধাতুগুলির কঠিন অবস্থা ও দশা বণ্টনের উপর বিশেষ মনোযোগ দেওয়া হয়। DED এবং SLM প্রক্রিয়াগুলিতে প্রবেশকৃত ইনপুটগুলি চূড়ান্ত উপকরণে বহু বিভিন্ন ও নিয়ন্ত্রিত ফলাফল তৈরি করে। এই ইনপুটগুলির মধ্যে রয়েছে: লেজার শক্তি, স্ক্যান গতি এবং স্তরের পুরুত্ব—যথাক্রমে ২০০ থেকে ১০০০ ওয়াট শক্তি, ০.৫–১৫ মিটার/সেকেন্ড গতি এবং ২০–১০০ মাইক্রোমিটার পুরুত্ব। এই নিয়ন্ত্রিত ফলাফলগুলির মধ্যে রয়েছে (কিন্তু তাতে সীমাবদ্ধ নয়) গঠনের ক্ষুদ্র-শস্য (মাইক্রো-গ্রেন) এর আকার, দশা গঠন এবং বিদ্যমান ত্রুটিগুলি। SLM এর বিখ্যাত হওয়ার কারণ হলো এটি বিমান ইঞ্জিনের পরিবাহী উপকরণগুলির জন্য প্রয়োজনীয় সর্বোচ্চ মান ও নিয়মাবলী অনুযায়ী অতি-সূক্ষ্ম ক্ষুদ্র-গঠন উপকরণ তৈরি করতে পারে, যেখানে ক্লান্তি (ফ্যাটিগ) বৈশিষ্ট্যগুলি সবচেয়ে বেশি গুরুত্বপূর্ণ। DED হলো FAST-এ সম্পূর্ণ ভিন্ন পদ্ধতি। DED মুদ্রণের সময় শক্তির নিয়ন্ত্রণের মাধ্যমে একাধিক ধাতুর সংমিশ্রণে ছাঁচ তৈরি করে শিল্পের জন্য অত্যন্ত উচ্চ মানের ছোট থেকে বড় গঠন তৈরি করতে সক্ষম। এই প্রক্রিয়াগুলি সম্পর্কে সবচেয়ে গুণাত্মক তথ্য হলো যে, ব্যবহারকারীরা উপকরণের বৈশিষ্ট্য এবং প্রয়োগ করা প্রক্রিয়াগুলির মধ্যে আগে অজানা সম্পর্কগুলি স্থাপন করতে পারেন; এবং সবচেয়ে গুণাত্মক তথ্য অনুযায়ী, এই প্রক্রিয়াগুলি মুদ্রিত অংশগুলির যান্ত্রিক সার্টিফিকেশনের জন্য প্রয়োজনীয় সময়কে ২/৩ অংশ কমিয়ে দেয়। এই দাবিটি সত্য হয় যখন ব্যবহারকারীরা অংশগুলি ডিজাইন করেন যাতে সেগুলি ISO/ASTM এবং টেনসাইল শক্তি, ক্লান্তি (ফ্যাটিগ) বৈশিষ্ট্য এবং ফাটল প্রতিরোধের মেকানিক্যাল পরীক্ষার জন্য প্রযোজ্য মান ও নিয়মাবলী মেনে চলে।
সাধারণ জিজ্ঞাসা
ধাতু মুদ্রণ কী এবং এটি কত দ্রুত উপকরণ যাচাইকরণকে সহায়তা করে?
ধাতু মুদ্রণ, যা প্রধানত দ্রুত প্রোটোটাইপিংয়ের জন্য ব্যবহৃত হয়, উৎপাদকদের অতিরিক্ত প্রক্রিয়ার মাধ্যমে নতুন সংকর ধাতুগুলি একসাথে তৈরি ও মূল্যায়ন করতে সক্ষম করে, যার ফলে উন্নয়ন সময় মাস থেকে দিনে কমে যায়।
Ti-6Al-4V-এর মতো নির্দিষ্ট সংকর ধাতুগুলির জন্য ধাতু মুদ্রণ কীভাবে উন্নয়নকে উন্নত করে?
ধাতু মুদ্রণ রেকর্ডকৃত তাপীয় ইতিহাস ও নিয়ন্ত্রিত কঠিনীভবনের মাধ্যমে লক্ষ্যযুক্ত ক্ষুদ্রসংরচনা প্রকৌশলকে সক্ষম করে, যা ক্ষুদ্রসংরচনাগুলিকে উন্নত করে এবং ক্লান্তি প্রতিরোধের মতো বৈশিষ্ট্যগুলিকে উল্লেখযোগ্যভাবে উন্নত করে।
ধাতু মুদ্রণে টপোলজি ও ল্যাটিস অপ্টিমাইজেশন প্রয়োগ করলে কী সুবিধা হয়?
ধাতু মুদ্রণ টপোলজি অপ্টিমাইজেশন ও ল্যাটিস কাঠামো ব্যবহারের অনুমতি দেয়, যার ফলে হালকা ও আরও দক্ষ যন্ত্রাংশ তৈরি হয়, এবং এইভাবে বিমান চলাচল, শক্তি ও চিকিৎসা শিল্পের মতো শিল্পখাতগুলিতে কার্যকারিতা উন্নত হয়।
ধাতু মুদ্রণ প্রক্রিয়ায় ক্লোজড-লুপ একীকরণ প্রয়োগ করলে কী সুবিধা হয়?
বন্ধ লুপ একীকরণ উপাদানের সূক্ষ্ম গঠন এবং যান্ত্রিক কার্যকারিতার পূর্বাভাসযোগ্যতা উন্নত করে, যার ফলে উপাদানের শক্তি এবং নমনীয়তা শারীরিক পরীক্ষার প্রয়োজন ছাড়াই অনুমান করা সম্ভব হয়।