Jako nowa technologia wytwarzania addytywnego, DED (Direct Electric Discharge) wykazała unikalne zalety w produkcji stopu Inconel 625 dzięki swojej wysokiej wydajności, niskim kosztom oraz możliwości tworzenia dużych struktur. Jednak tradycyjny proces DED często prowadzi do powstania struktury kryształów słupkowych o wyraźnej orientacji <001>, co utrudnia osiągnięcie zarówno idealnej wytrzymałości, jak i plastyczności materiału.
I. Tło badawcze i znaczenie
Niedawne badania wykazały, że zwiększenie gęstości energii liniowej (LED) może skutecznie poprawić właściwości stopu Inconel 625 poprzez przekształcanie ziaren kolumnowych w ziarna zbliżone do równoosiowych; jednak konkretny mechanizm odgrywany przez zmianę ścieżki druku pozostaje niejasny. Ponadto, unikalne właściwości interfejsów międzwartwowych wytwarzania addytywnego znacząco wpływają na właściwości mechaniczne materiału, szczególnie w wysokiej temperaturze, gdzie mogą prowadzić do koncentracji odkształceń w miejscu interfejsu i jego przedwczesnego zniszczenia. Dlatego też, zbadanie mechanizmów wpływu interfejsów międzwartwowych w różnych temperaturach ma ogromną wartość dla optymalizacji procesów i poprawy właściwości materiałów .
Na podstawie powyższego kontekstu badawczego Enigma nawiązała współpracę z zespołem z Technology i NOVA University Lisbon w Portugalii, by opublikować najnowsze wyniki swoich badań w Materials Research Letters zatytułowanym „ Ulepszone właściwości mechaniczne i mechanizm odkształcenia s w DED Inconel 625 poprzez przełączanie ścieżki drukowania , systematycznie zbadano wpływ projektu ścieżki drukowania na mikrostrukturę materiału oraz właściwości mechaniczne.
Źródło [1]
II. Metody eksperymentalne
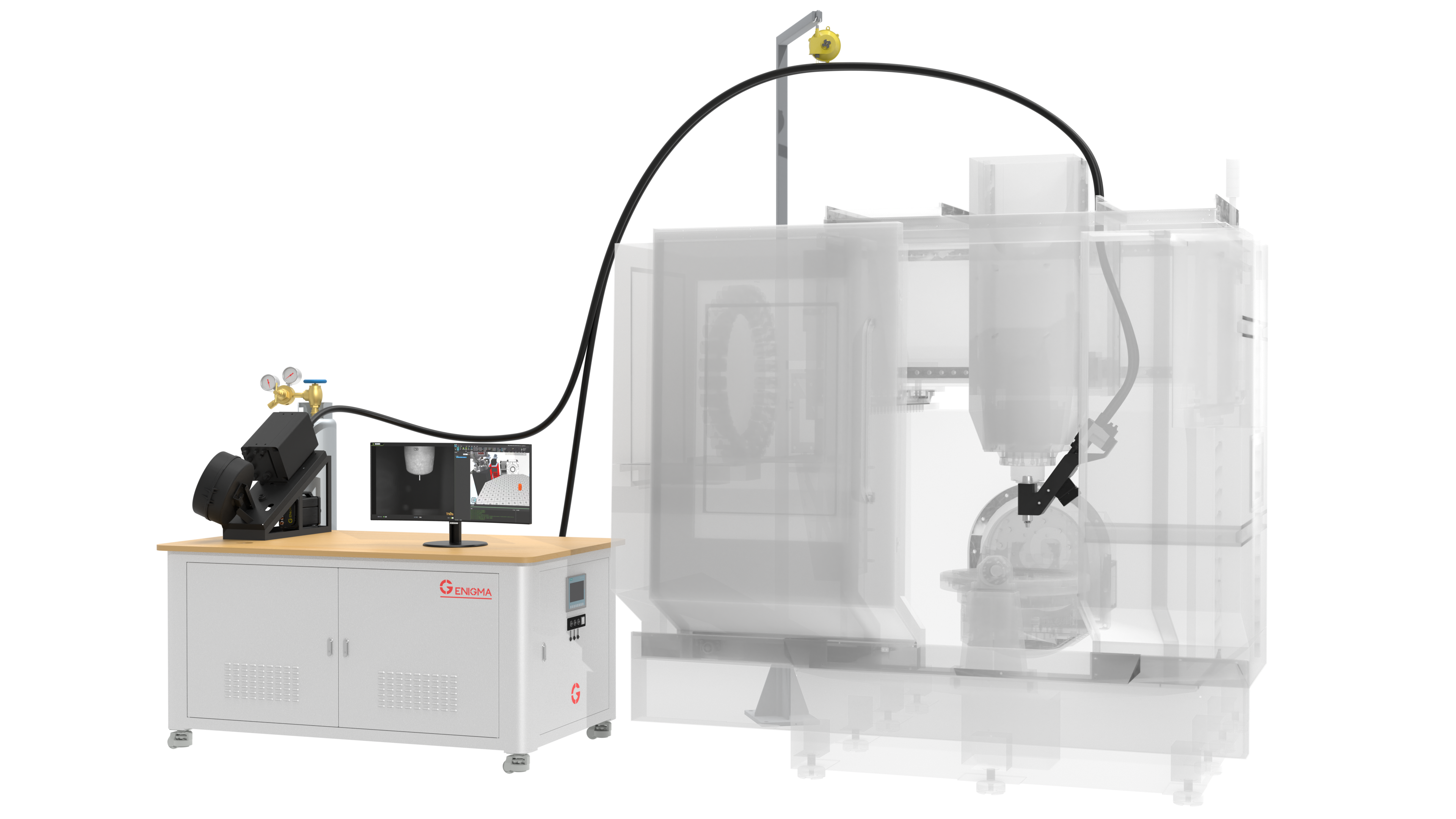
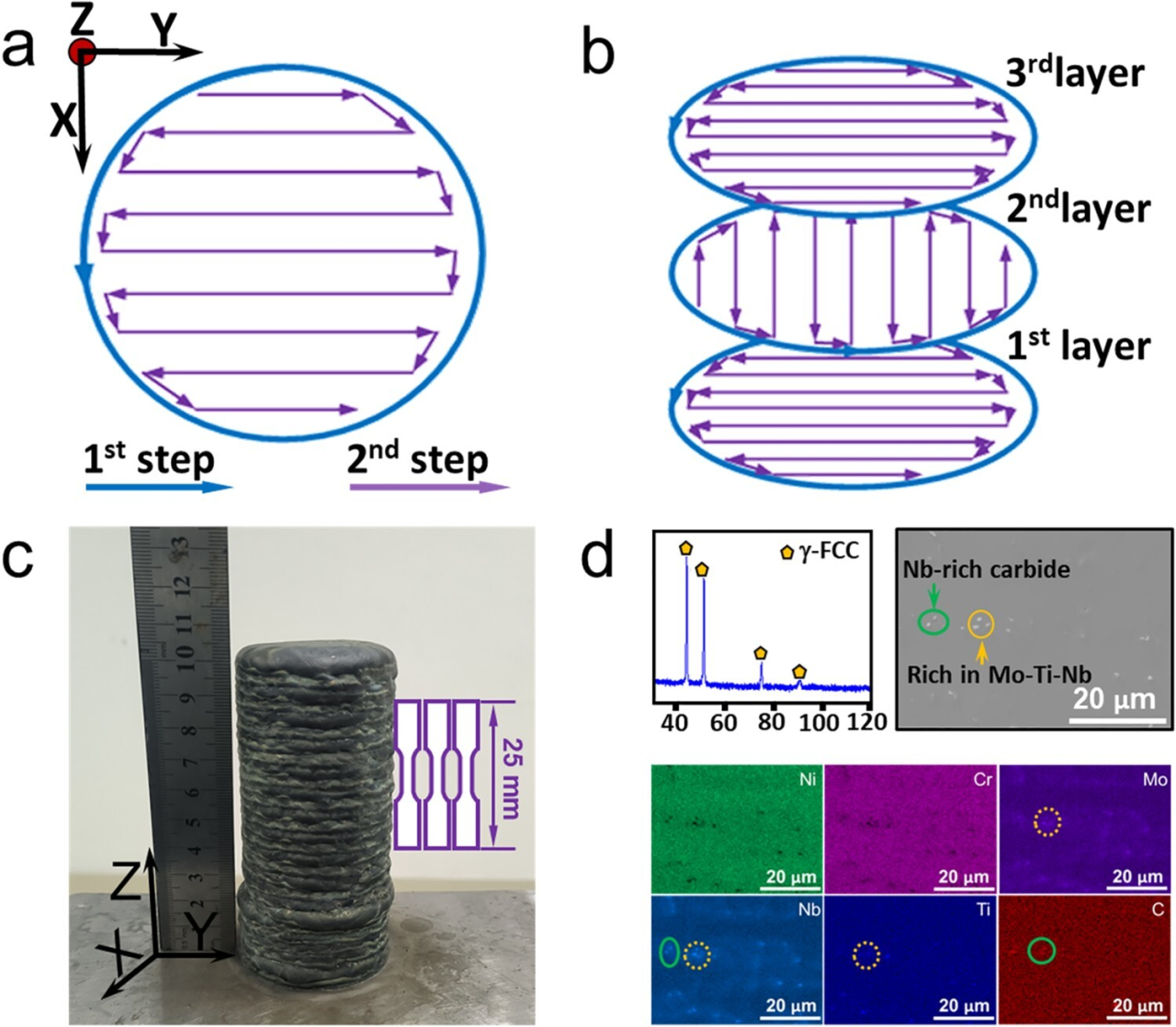
W tym badaniu zastosowano technologię DED Cold Metal Transfer (CMT) do wytwarzania próbek ze stopu Inconel 625 w osłonie gazowej mieszanki 70% Ar + 30% He. Aby zapewnić wiarygodność wyników eksperymentalnych, zespół badawczy zoptymalizował kluczowe parametry procesu: prąd 116 A, prędkość podawania drutu 4,6 m/min oraz gęstość energii liniowej 140 J/mm. Zastosowano strategię ścieżki z rotacją warstw o 90° w celu przygotowania próbek cylindrycznych o średnicy 50 mm i długości 100 mm.
Źródło [1]
Aby kompleksowo scharakteryzować właściwości materiału, wykorzystano metodę analizy wieloskalowej : ewolucję mikrostruktury analizowano za pomocą systemów XRD, OM, SEM-EBSD i TEM; właściwości mechaniczne oceniano stosując badania mikrotwardości i próby rozciągania w temperaturze pokojowej oraz wysokiej (400–850°C).
III. Wyniki i dyskusja
3.1 Charakterystyka mikrostruktury
Analiza mikrostruktury ujawniła znaczący wpływ projektu ścieżki druku. W porównaniu do tradycyjnych próbek o ścieżce 0°, próbki przygotowane z wykorzystaniem przełączania ścieżki 90° wykazały unikalne właściwości niemal izotropowych kryształów: średnia długość ziaren wynosiła 527 ± 5 μm, szerokość 172 ± 7 μm (współczynnik wydłużenia 3,06), a na granicach warstw tworzyły się obszary drobnoziarniste (37 ± 2 μm). Analiza XRD potwierdziła, że próbki mają jednofazową strukturę regularną przestrzennie centrowaną.
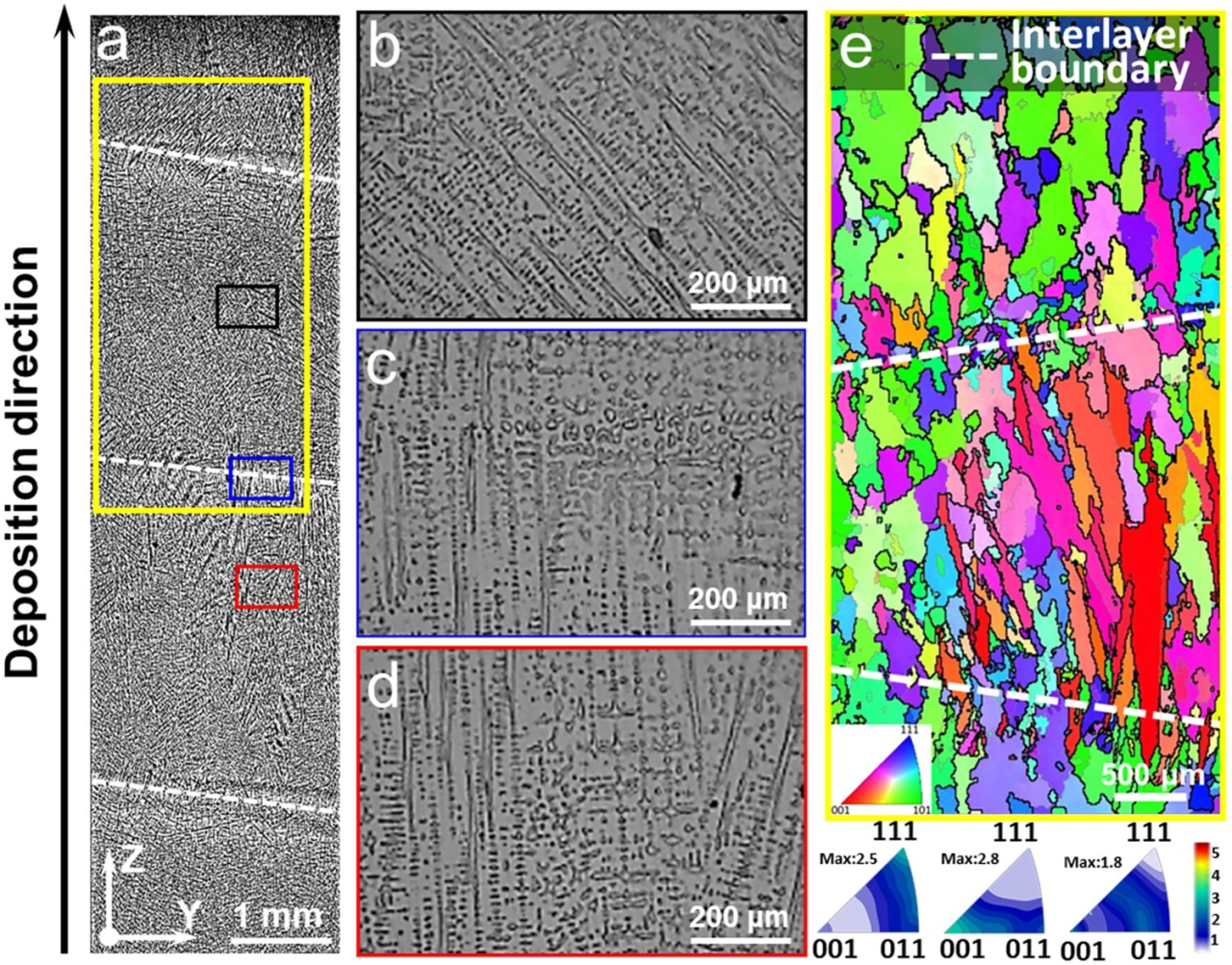
Źródło [1]
Badania potwierdziły, że wysoka wartość LED w połączeniu z przełączaniem ścieżki skutecznie obniża gradient temperatury łaźni topionej, tłumi epitoaksjalny wzrost kryształów o strukturze słupkowej i wspiera powstawanie kryształów równoosiowych dzięki zwiększeniu głębokości przetapiania oraz zapewnieniu nowych miejsc zarodkowania, co optymalizuje mikrostrukturę materiału . Ta kombinacja procesów stanowi skuteczną metodę osiągnięcia przejścia od kryształów słupkowych do kryształów równoosiowych.
3.2 Własności mechaniczne w temperaturze pokojowej
Badania własności mechanicznych w temperaturze pokojowej wskazują, że Próbki Inconel 625 przygotowane przy użyciu ścieżki druku pod kątem 90° wykazują doskonałe dopasowanie wytrzymałości-kształtkości, z wytrzymałością na rozciąganie wynoszącą 401 ± 12 MPa, wytrzymałością niszczącą 724 ± 5 MPa i wydłużeniem 57 ± 5% .Materiał wykazuje typowe trójstopniowe zachowanie w zakresie umacniania odkształceniowego, szczególnie wykazując zwiększoną zdolność do umacniania odkształceniowego w zakresie odkształcenia 8–25%, co skutkuje wysokim iloczynem plastyczności i wytrzymałości równym 41,3 GPa*%, znacznie lepszym niż tradycyjne stopy walcowane na gorąco (32,1 GPa*%).
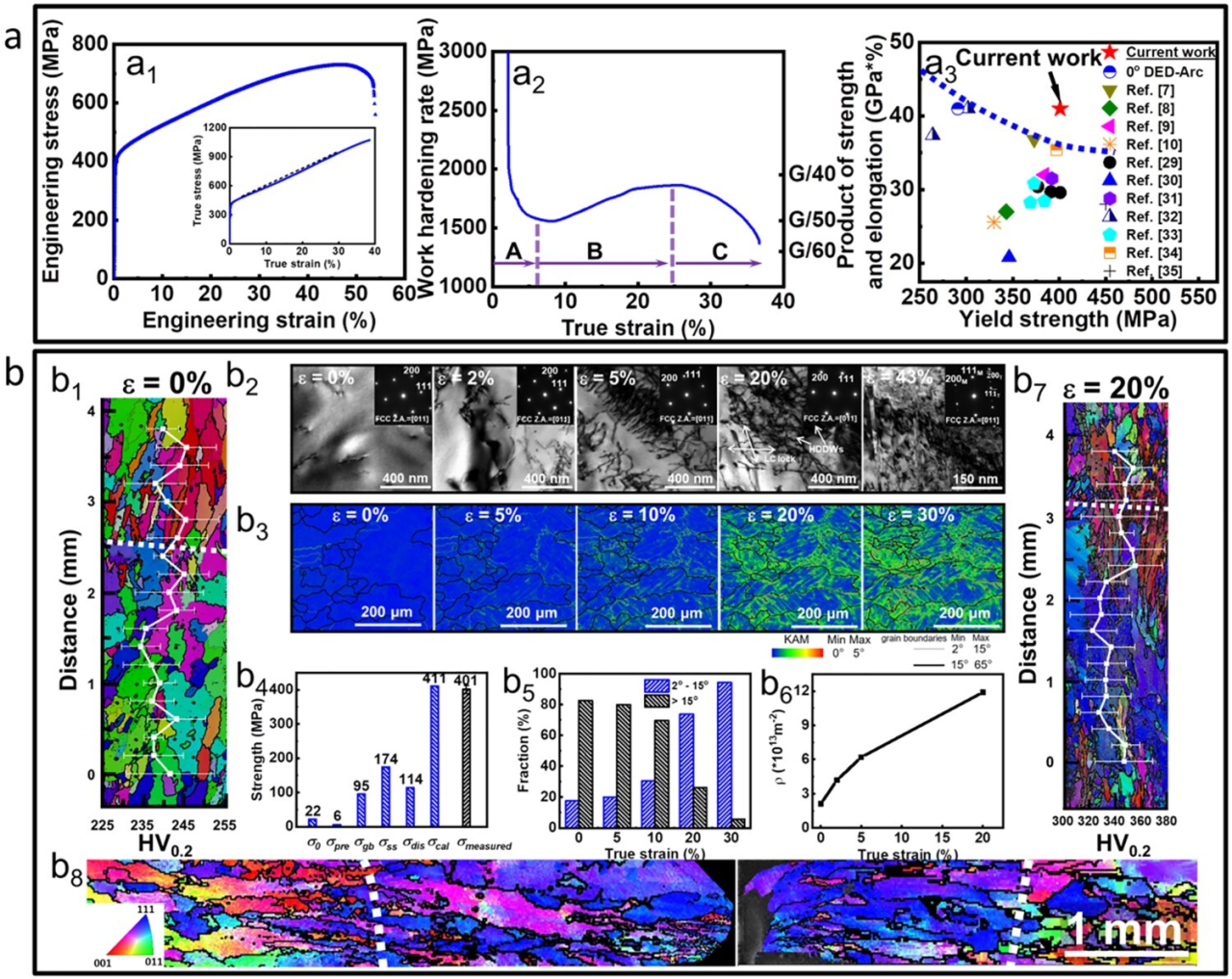
Źródło [1]
Analiza mikrostruktury ujawnia, że próbki o niemal równoosiowym kształcie ziaren wykazują większe rozmiary ziaren (232 ± 16 μm w porównaniu z próbkami walcowanymi na gorąco < 130 μm), a ich lepsze właściwości wynikają głównie z dwóch czynników: po pierwsze, kluczowej roli umocnienia dyslokacyjnego, a po drugie, unikalnego mechanizmu odkształcania. Analiza mikroskopowa ujawniła, że podczas odkształcania materiał tworzy gęste ściany dyslokacyjne oraz struktury blokujące dyslokacje. Te cechy mikrostruktury skutecznie zapobiegają ruchowi dyslokacji, zwiększając tym samym wytrzymałość materiału . Co ważniejsze, nie zaobserwowano koncentracji naprężeń na granicach warstw międzypowłokowych, a pęknięcie zawsze występowało w granicach ziaren, co potwierdza, że interfejsy utworzone przez ścieżkę druku nie wpływają na właściwości materiału . To właśnie unikalny ruch dyslokacji w połączeniu z nienaruszonymi interfejsami wspólnie nadaje materiałowi jego wyróżniające się kompleksowe właściwości.
3.3 Właściwości mechaniczne w wysokiej temperaturze
Badania właściwości mechanicznych w wysokiej temperaturze wykazały doskonałą odporność stopu Inconel 625 o bliskiej izotropii na warunki wysokotemperaturowe. Badania pokazują, że w szerokim zakresie temperatury 400–850°C właściwości wytrzymałościowe tego materiału są systematycznie lepsze niż tradycyjnych stopów odlewniczych. Należy zauważyć, że jego wydłużenie pozostaje na wysokim poziomie poniżej 700°C, zaledwie nieznaczny spadek jest obserwowany po przekroczeniu 700°C. Poprzez analizę morfologii złamań badanie zaobserwowało wyraźne przejście zachowania się złamań zależne od temperatury: w temperaturze 600°C złamanie wykazało typowe cechy transkrystalicznego złamania plastycznego, powierzchnia złamania prezentowała jednolite rozłożenie płyt płytko osadzonych; pomiędzy 750°C a 800°C rodzaj złamania przechodzi w złamanie międzykrystaliczne, wykazując wyraźne cechy złamania kruchego; gdy temperatura osiągnie 850°C, powierzchnia złamania wykazuje mieszane charakterystyki złamania, zawierające zarówno płytki plastyczne, jak i płaszczyzny złamania kruchego.
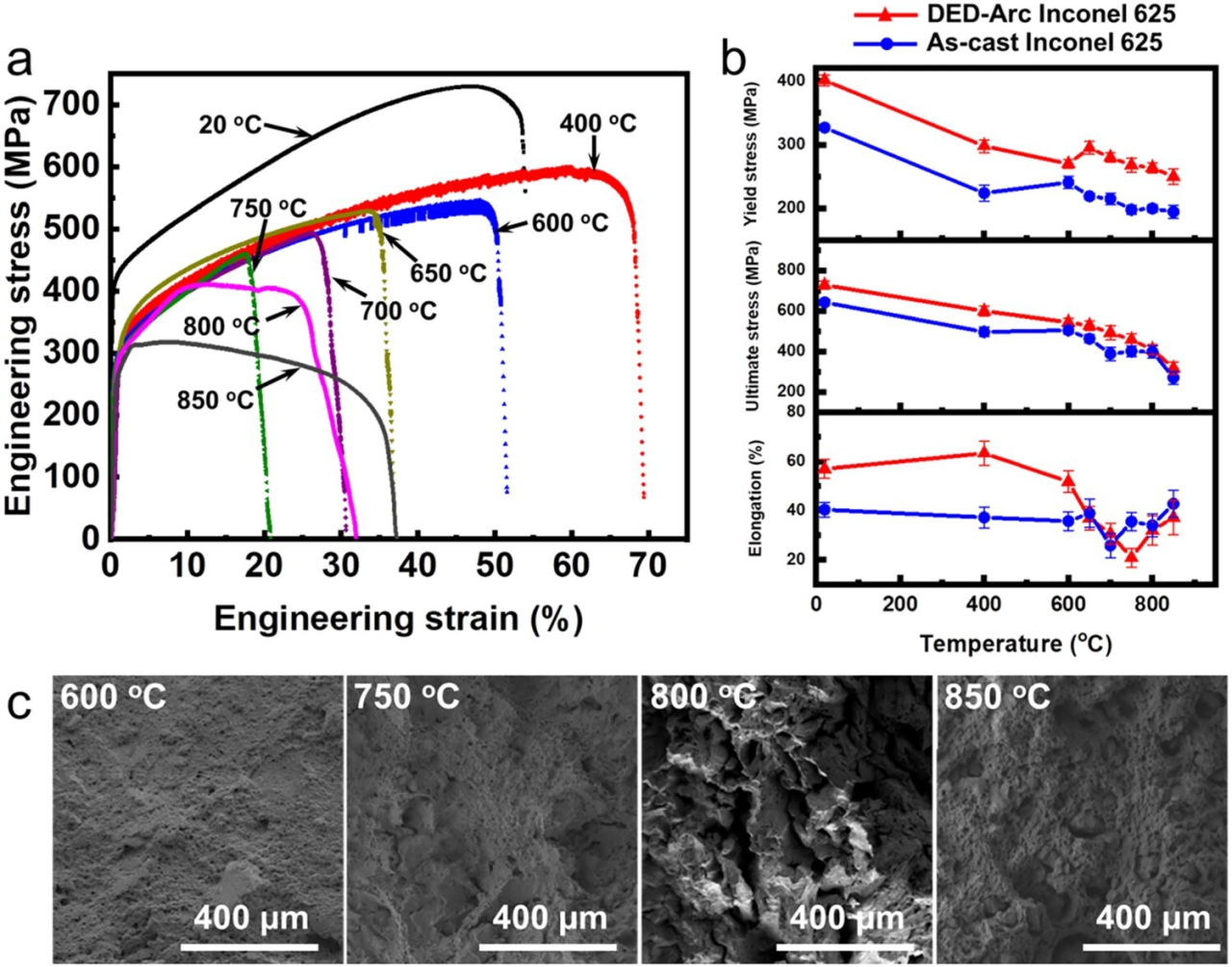
Źródło [1]
IV. wniosek
Niniejsze badanie ujawnia kluczowy wpływ projektu ścieżki druku na mikrostrukturę i właściwości stopu Inconel 625. Poprzez zastosowanie strategii drukowania o wysokim nakładzie energii w połączeniu z rotacją warstw o 90°, tradycyjną strukturę ziaren słupkowatych udało się pomyślnie przekształcić w jednorodną, zbliżoną do równoosiowej strukturę ziarnistą. Dzięki zaawansowanym technikom analizy mikrostrukturalnej stwierdzono, że ta unikalna struktura wykazuje charakterystyczne wzorce ruchu dyslokacji podczas odkształcenia: nie tylko występuje ślizg płaski, ale także tworzą się gęste ściany dyslokacyjne oraz specjalne struktury blokujące dyslokacje. Współdziałanie tych mechanizmów mikrostrukturalnych nadaje materiałowi zarówno doskonałą wytrzymałość, jak i plastyczność.
Należy zaznaczyć, że strefy drobnoziarniste pomiędzy warstwami powstające podczas drukowania nie tylko nie pogorszyły właściwości materiału, ale faktycznie je wzmocniły. Wyniki testów wykazują, że ta zoptymalizowana struktura kryształów o zbliżonych wymiarach wykazuje doskonałe właściwości mechaniczne w szerokim zakresie temperatur, od temperatury pokojowej po wysokie temperatury. Odkrycie to dostarcza nowych informacji o procesach wytwarzania komponentów o wysokiej wydajności z wykorzystaniem technologii addytywnych w lotnictwie i innych dziedzinach, prezentując duże perspektywy aplikacyjne.
Link do publikacji:
[1] https://doi.org/10.1080/21663831.2025.2476174
 Gorące wiadomości
Gorące wiadomości2025-06-30
2025-07-04
2025-07-01